В конце 2025 года Renault показала, что главный резерв электромобилей — не в супербатареях, а в эффективности. Их одноместный концепт Filante проехал 1008 км на одной зарядке при средней скорости 102 км/ч.
Во время заезда машина потребляла энергии меньше, чем средний электрический самокат если считать в пересчете на километр. При этом использовался стандартный аккумулятор емкостью 87 киловатт-часов.
Секрет — в инженерии.. Машина весит около 1000 кг, благодаря углепластику, алюминию и 3D-печатным деталям. Аэродинамику довели почти до предела: закрытые колеса, минимальные воздухозаборники и специальные шины с низким сопротивлением качению.
Больше интересной информации про источники энергии и энергетику в телеграм-канале ЭнергетикУм
У меня сейчас основной вел целиком Китай карбон - Sava. Одна претензия - тяжеловат, в остальном никаких проблем. На ГранФондо в Дубне раскатывался с горки под 90 км/ч, абсолютно стабильно, никакого воблинга. На Игоре ловил обоими колесами дырку в асфальте, ободам пофиг, даже гонку потом продолжил, после замены камеры. До этого были и карборули тусик, и подседелы разные, аэробары и седла, ни одной претензии, не сломал ничего. Могу только добавить что карборули особого смысла не имеют. Гораздо лучше воткнуть люминьку Uno и не ебать потом себе мозги, как на этом руле поставить палки, если придется ехать разделку.
Камрады, хотите немножко шок-контента, его есть у меня. Моя Чёрная жемчужина - the Black Pearl в начале этого года получила очередной апгрейд - карбониевый руль. Я долго думал, что брать, марку, или китайкарбон, читал мнения в тырнетах этих ваших и пришёл к выводу, что очень многие из собственного опыта склоняются к выводу, что времена, когда карбон из Китая был опасен для жизни, прошли безвозвратно что практически все карбоновые велосипедные компоненты так и так производятся в Китае и что следует попробовать приобщиться к китайкарбону. Поиски подходящего руля привели меня к китайскому бренду с итальянским названием Alfa Pasca. Продаётся на Амазоне за 57 Евро и на АлиЭкспрессе за 32 Евро. Очень положительные отзывы - 4,5-4,6 звёзд. Я купил его на Али. Руль шириной 420мм весит 190 г по ТТХ и 193 г по результатам взвешивания.
В общем-то я тоже был очень доволен его жесткостью и всеми параметрами, кроме по дурацки нанесённых меток, которые спереди бы имели больше смысла, чем сзади. Пока на прошлой неделе на покатушке не захотел в очередной раз взяться за руль нижним хватом и не обнаружил, что левый бараний рог отломался и висит только на обмотке. Очень неприятный сюрприз. Мне пришлось так ещё и 40 километров до дома ехать, держась за руль верхним хватом и тормозить/пререключаться, держа STI левой рукой на весу 🤦♂️
Дома размотался, думал что перетянул хомут STI и карбон треснул по хомуту, но нет, просто перелом в месте намного выше хомута.
Руль проехал по Страве меньше 3,4ткм, причём в том числе и на станке, то есть всего ничего.
В общем что я могу сказать по итогам? Ну его нахер! Никому не советую. Если бы руль сломался под нагрузкой, то я бы мог нехило навернуться и покалечиться. В общем, опыт - сын ошибок трудных. Надо искать что-нибудь марочное. Смотрю в сторону Newmen Wing Bar Advanced, DEDA Superleggera, Control Tech TUX FL4 Compact, или чего-то подобного.
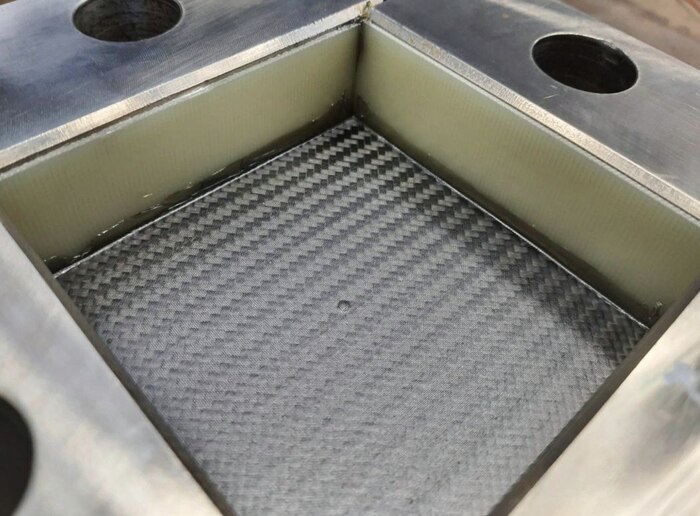
В последние годы активно изучаются и внедряются в промышленность толстостенные конструкции из композитных материалов. Это прочные и легкие изделия на основе полимера и непрерывных угле- или стекловолокон. Они нужны для работы в условиях высоких нагрузок, которым подвергаются, например, элементы самолетов, ракет и подводных лодок, лопасти ветрогенераторов, газовые баллоны и многое другое. Такие конструкции создают в автоклаве – большой печи, где слои материала из волокон и смолы выкладывают в заданную форму, а затем под высоким давлением и температурой отверждают в готовое изделие. Однако из-за большой толщины стенок материал может уплотняться неравномерно, что приводит к различным дефектам. Ученые Пермского Политеха установили оптимальные режимы для предварительного формования заготовки в автоклаве. Они обеспечат лучшее уплотнение материала и позволят контролировать толщину слоев, что повысит качество готового изделия.
Статья с результатами опубликована в журнале «Вестник ПНИПУ. Машиностроение, материаловедение», 2024 год. Исследование проведено в рамках реализации программы стратегического академического лидерства «Приоритет 2030».
Для получения толстостенных конструкций из композита заранее подготавливают препреги – слои материала из волокон и смолы, которые выглядят как листы или рулоны. Их укладывают в форму, повторяющую контуры будущей детали, и отправляют в автоклав. Под высоким давлением и температурой смола затвердевает, а слои плотно соединяются друг с другом. В итоге получается прочная и легкая деталь, которая может выдерживать большие нагрузки.
Однако из-за большого количества слоев процесс изготовления толстостенных конструкций сложнее, чем тонкостенных. Требуется тщательный контроль температуры и давления, чтобы избежать дефектов в виде пористости и волнистости слоев. Уплотнить материал и снизить количество воздушных включений в структуре можно с помощью такой операции, как подформовка. Это этап, когда в процессе выкладки слоев изделию предварительно придается форма перед окончательным отверждением. Для этого препрег слегка прогревают и прижимают, чтобы смола лучше распределилась по заготовке и уплотнилась.
Хотя подформовка улучшает качество и характеристики изделий, важно определить, сколько раз ее нужно делать и при каких условиях – температуре, давлении и длительности. Это нужно для того, чтобы готовое изделие сохраняло свои свойства и оставалось надежным в работе. Ученые Пермского Политеха экспериментально установили оптимальные режимы подформовки, обеспечивающие необходимые физико-химические и механические характеристики композита.
Политехники использовали слоистые пластины углепластика. Подформовку проводили, нагревая образцы, выдерживая в течение 10 минут и охлаждая до 30 градусов. Затем определяли уплотнение материала, измеряя толщину пластин, и проводили его испытания на прочность.
– Мы установили, что материал максимально уплотняется (на 0,75 мм) при температуре 80 градусов. Это происходит из-за снижения вязкости смолы в составе препрега, что способствует ее выходу из объема заготовки и исключает появление воздушных прослоек между слоями. Близкие значения уплотнения (0,66 мм) достигнуты при температуре в 70 градусов. При работе автоклава под давлением в 5 атм средняя продолжительность составила 1 час 43 минуты, – рассказывает Артем Сыстеров, ведущий инженер НОЦ АКТ, аспирант кафедры механики композиционных материалов и конструкций ПНИПУ.
Таким образом, наиболее эффективный режим предварительного прогрева толстостенных заготовок – это 70-80 градусов в автоклаве при давлении 5 атм. Такие условия обеспечат более плотное прилегание слоев, что предотвратит образование дефектов, пористости и неравномерности материала.
Также политехники выяснили, если проводить дополнительные подформовки при высокой температуре, слои материала становятся плотнее. От 2 до 5 таких операций сохраняет прочность заготовки при последующей эксплуатации в высоких нагрузках (78-80 МПа). Но если препрег хранится 14 дней, а потом проводится его подформовка 5 раз и больше, его прочность снижается. Это говорит о том, что материал «стареет» и теряет свои свойства.
Проведенное исследование ученых ПНИПУ позволило установить оптимальные режимы формования заготовок, которые повысят скорость и качество изготовления промышленных толстостенных конструкций из композитных материалов.
В современных условиях полимерные композиционные материалы широко востребованы в авиационной и ракетно-космической промышленности. Уникальное сочетание в них нескольких компонентов с разными свойствами образует более прочный, долговечный и легкий материал. Отечественные предприятия заинтересованы в том, чтобы с его помощью расширять производство изделий ответственного назначения. Это позволит выполнить одну из ключевых задач, поставленных Правительством РФ, – обеспечение ускоренного технологического развития страны. Но прежде чем массово изготавливать детали из полимерных композитов, необходимо проводить испытания материала, которые занимают технологическое время. Ученые Пермского Политеха разработали методику для определения одного из ключевых параметров, влияющих на качество и характеристики будущего композитного изделия. Ее применение в 2 раза сокращает время на производственные испытания.
Статья с результатами опубликована в журнале «Вестник ПНИПУ. Машиностроение, материаловедение» №4, 2024 год. Исследование проведено в рамках программы стратегического академического лидерства «Приоритет 2030».
При изготовлении композитного материала в качестве основы (связующего) используют смолу, в которую постепенно добавляют различные укрепляющие наполнители, например, углеродное волокно. Оно стало востребовано из-за уникальных характеристик: высокой прочности, малого веса, гибкости, термической и химической стойкости. Углепластик успешно и эффективно применяют для создания более легких и долговечных деталей авиационной и ракетной техники.
Важнейший этап внедрения получаемого материала в части летательного аппарата – это проведение испытаний и изучение его физико-химических характеристик. Так исследуют плотность, толщину слоев, степень полимеризации и содержание полимерного связующего в составе. От последних 2-х параметров зависят эксплуатационные свойства и безотказная надежность всей конструкции.
Выделяют несколько основных методов определения содержания полимера в материалах из углепластика, но каждый из них имеет свои недостатки – пониженную точность, большую длительность испытания или серьезную опасность для специалиста во время использования кислот при высоких температурах. В настоящее время для серийного производства деталей из полимерных композитов необходим достоверный и наименее времязатратный способ.
Ученые Пермского Политеха разработали и предлагают использовать для этого технологию низкотемпературного сольволиза. Она заключается в использовании индивидуальных химических сред, которые инициируют ускорение разрушения полимерной сетки, при этом сохраняя поверхность армирующего наполнителя. Для исследования изготовили растворные составы, включающие серную кислоту, пероксид водорода и специальные добавки – инициаторы реакции, позволяющие снизить температуру разложения полимера.
Политехники разработали методику проведения испытаний углепластика указанным способом и сравнили ее с широко применяемыми на практике методами – травлением в агрессивных средах, где связующее длительно разлагается в кислотах, и расчетным, где по известным значениям плотности и количества слоев математически вычисляется толщина пластика.
Для проверки предложенной технологии исследователи предварительно просушивали и взвешивали образцы углепластика с разными типами волокон и схемами их укладки, затем помещали их в закрытую емкость с раствором и нагревали до растворения полимера. После этого смесь охлаждали, фильтровали и снова взвешивали.
– В сравнении с другими методами, разработанный нами не уступает в достоверности, отклонение значений показателя составляет не более 2%. При этом процессе длительность анализа составила 2 часа 30 минут, что в два раза меньше аналогичных способов определения содержания связующего, – рассказывает Галина Шайдурова, профессор кафедры механики композиционных материалов и конструкций ПНИПУ, доктор технических наук.
Разработанная методика ученых и аспирантов Пермского Политеха по определению содержания полимерной основы в углепластиках позволяет вдвое сократить технологическое время проведения испытаний. Технология перспективна для серийного отечественного производства ответственных деталей из композитов.
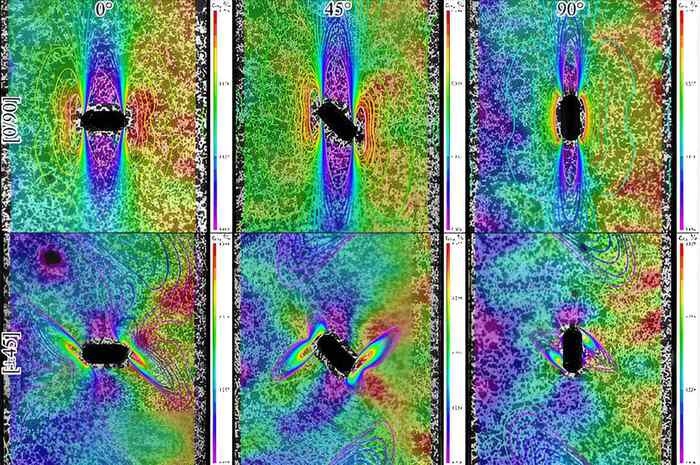
Экспериментальные и расчетные поля деформаций для образцов с различными схемой армирования и углом наклона отверстия к оси нагружения
Композиционные изделия – это соединение двух и более материалов с разными свойствами, которые в сочетании образуют новый материал с лучшими качествами. Обычно их создают на основе полимера с внедрением внутрь волокон, которые повышают прочность изделия. Такие объекты широко применяют в аэрокосмической, строительной и медицинской отраслях. При производстве и эксплуатации сложных конструкций из композита в структуре накапливаются напряжения, которые со временем приводят к разрушению. Ученые ПНИПУ с помощью комбинированного метода исследовали, как деформируется конструкция в зависимости от способа укладки волокон и надреза материала. Результаты способствуют созданию качественных ответственных сооружений, например, деталей авиадвигателя и имплантов для замещения костной ткани.
Статья с результатами опубликована в журнале «Reinforced Plastics and Composites», 2024 год. Работа выполнена при поддержке Российского научного фонда (проект № 22-79-00113).
Сложные композитные конструкции изготавливают путем соединения более простых деталей. Для их сборки и крепления друг с другом сверлят отверстия, но из-за этого образуются напряжения. При надрезе материала они концентрируются вокруг выреза, что существенно снижает прочность и срок службы изделия.
Сейчас, чтобы сократить временные и материальные затраты на экспериментальные исследования, актуально совершенствовать способы для предварительного расчета состояния и долговечности конструкции. Ученые Пермского Политеха предложили комбинированный метод, который включает в себя сразу несколько диагностических технологий: цифровую корреляцию изображений, микроскопию, регистрацию сигналов акустической эмиссии и конечно-элементный анализ. Их сочетание позволило выявить, как схемы укладки и ориентации отверстий влияют на механизм разрушения композитов.
В работе исследовались прямоугольные полимерные образцы, армированные углеродными волокнами по двум схемам – вдоль оси изделия и под углом. На них выполнили отверстия в трех вариантах направления: 0°, 90° и 45°. Испытания проводили для образцов с вырезами и без них, одновременно происходила регистрация деформаций и перемещений на поверхности.
– Мы выяснили, что укладка волокон вдоль изделия и наличие отверстий приводит к снижению средних предельных напряжений по сравнению с вариантом без вырезов. А отверстия в образцах с укладкой под углом не влияет на существенное изменение несущей способности. Микроструктурный анализ показал, что к основным типами разрушения относятся растрескивание полимерного основания, разделение слоев и разрушение волокна, – поделилась Елена Струнгарь, старший научный сотрудник центра экспериментальной механикиПНИПУ, кандидат физико-математических наук.
– Во время экспериментов мы проводили запись акустико-эмиссионных сигналов от начала испытания до полного разрушения образцов. Они позволяют качественно оценить степень повреждения композита. У образцов с разной структурой армирования количество сигналов отличается. Так, например, при укладке волокон под углом они сразу достигают высокого значения и при нагрузке увеличиваются. Под микроскопом видно, что в этот момент происходит деформация проточек, вытягивание волокон, и начинается отслоение полимера от углерода, – рассказывает Екатерина Чеботарева, младший научный сотрудник Центра экспериментальной механики ПНИПУ.
Подход ученых Пермского Политеха позволил комплексно исследовать процессы деформирования полимерных композитов, укрепленных углеродным волокном. Результаты способствуют качественному прогнозу появления повреждений в конструкции и степени ее разрушения в процессе эксплуатации.
Это видео ответ тем кто говорил, что в играх таких ножей не было. Идея же в том чтобы сделать мутантов из игры "С.Т.А.Л.К.Е.Р." в виде ножей. Своего рода хуманизация наоборот)
Ведут исследования к чему приводят дефекты в материале. Как будто до этого это не изучалось. Композиты в авиации уже под 100 лет (бакелитовая фанера это тоже композит).
Углепластики уже лет 40 применяются (для несиловых элементов). Сейчас их применение расширяют для силовых элементов (лонжероны, монолитные панели со стрингерами, нервюры).
Виды дефектлв давно известны, выявлять умеют, нормативка об этом есть уже лет 40.
К чему приведет дкфект - да тоже знают, но надо это изучить вновь!
Главное не стали исследовать как эти дефекты минимизировать, или изжить!
Это как новость: в рамках повышения безопасности на дорогах гаи города заказало исследования как алкоголь влияет на управление автомобилем. А на увеличение численности патрулей денег уже не нашлось.