
0 просмотренных постов скрыто

Sinumerik 808d
Народ, кто работал на таком старье, подскажите логику обработки чернового и чистового прохода, проблема вот в чем.
Написан контур, на этом контуре 2 резца, черновой и чистовой, в коррекции указаны радиуса 0.4 для чернового и 0.2 для чистового, после чернового прохода все как и должно быть, припуск остается как прописан, проблем нет, но когда чистовой резец обрабатывает, он на 0.8 выше или ниже (если расточной) по X и не снимает нихрена припуск, но если пустить его не по контуру CYCLE 95 с выбором чистовой обработки, а по g коду, то он снимает все как положено.
Положения режущих кромок одинаковые, радиуса забиты верно, в визуалке припуска не указаны, заметил что если в коррекции на чистовом инструменте поставить радиус пластины 0 то он снимает припуск в CYCLE 95, но не понятно тогда как он правильно закатает радиус если скругление пластины указано не верно.
Siemens S7-300/S7-1200 и весы МАССА-К
Ребята помогите, пожалуйста, тупому.
Есть весовой терминал МАССА-К AB(RUEW) с вайфаем, эзернетом и прочими RS-232.
Есть PLC Siemens S-7 300 и S-7 1200 + HMI панель от сименса. Нужно получить в ПЛК текущий вес с терминала и загнать его в панель ЧМИ, точнее загнать его в дата блок и оттуда забрать в панель. Проблема в том, что я не знаю как организовать запрос из плк в весовой терминал и получить их в блок DB на плк.
Через PowerShell всё получаю таким вот кодом:
$client = new-object net.sockets.udpclient(0)
$peerIP = "10.10.70.136"
$peerPort = "5001"
[Byte[]] $send = 0xF8,0x55,0xCE,0x01,0x00,0x23,0x23,0x00
[void] $client.send($send, $send.length, $peerIP, $peerPort)
$ipep = new-object net.ipendpoint([net.ipaddress]::any, 0)
$receive = $client.receive([ref]$ipep)
echo ($receive|ForEach-Object ToString X2)
$client.close()
Первая строка – создали объект для отправки в сеть.
Вторая и третья – задали адрес и порт
Четвёртая – шестнадцатеричная строка запроса веса (из руководства, CRC там заранее рассчитана)
Пятая – отправили запрос
Шестая – создали объект для приёма из сети.
Седьмая – приняли ответ
Восьмая – вывели побайтно в виде кодов (иначе смайликами всё нарисует)
Девятая – закрыли соединение.
Ниже снимок экрана, на весах стоит груз на 114,7 кг. В руководстве опечатка, длина сообщения 13 символов 0x0D
0x47b – 1147 и множитель 100г (цифра 3 как цена деления)
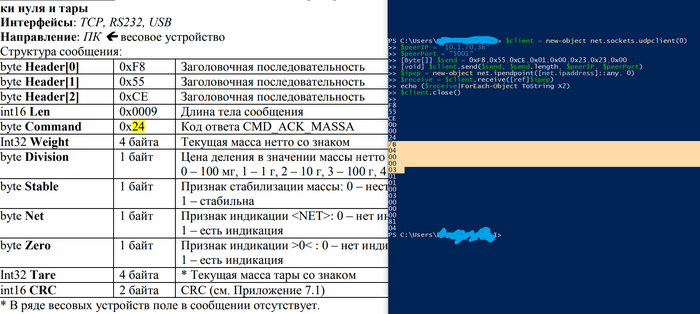
цветом выделена масса в ответе терминала в шестнадцатеричной системе счисления
Помогите, если можете. Очень надо.
Комменты для минусов внутри.
Показать полностью
1

SIEMENS Simatic. Прошу совета!!
Предложили такое:
Описание курса:
Курс обеспечивает необходимый базовый уровень знаний для практического программирования и обслуживания SIMATIC S7. Практические упражнения выполняются с использованием учебных стендов SIMATIC S7-300 или SIMATIC S7-400, программаторов FieldPG и модели конвейера. Курс предназначен для специалистов в области проектирования, программирования и внедрения систем на базе контроллеров SIMATIC S7.
Цель курса:
Изучение пакета STEP 7, составление программных структур, разработка, документирование и запуск программ пользователя.
Программирование контроллеров S7-300/400. Базовый курс
Модуль 1. Знакомство с SIMATIC S7.
Модуль 2. Конфигурация учебного оборудования.
Модуль 3. Simatic Manager.
Модуль 4. Типы блоков, назначение и редактирование блоков.
Модуль 5. Символьная адресация.
Модуль 6. Операции с дискретными величинами.
Модуль 7. Операции с аналоговыми величинами.
Модуль 8. Обзор блоков данных.
Модуль 9. Обзор функций и функциональных блоков.
Модуль 10. Неисправности и их решения.
Модуль 11. Организационные блоки, общий обзор.
Модуль 12. Работа с аналоговыми сигналами.
Модуль 13. Документирование, сохранение, архивация программы.
Модуль 14. Коммуникации интерфейса MPI.
Модуль 15. Решения для упражнений.
Так вот, насколько актуальны эти знания на современном рынке труда, используется оборудование SIEMENS, имеется ли спрос на подобных специалистов????
Нахожусь не в России, переезд запланирован на весну!!
Это только первая часть цикла занятий, весь цикл это 5! курсов.
Обучение платное, в районе 400 долларов один курс, поэтому и интересуюсь, будет ли спрос на мои скиллы по приезду???
Знания ради знания интересуют мало, уже имею родственную специальность, причём востребованную в РФ, так что это чисто повышение квалификации.
Интересует также, смогу ли я изучив Simatic, овладеть навыками работы с другими типами PLC??? Или это тупиковый путь развития?
Всем заранее спасибо!!!!
Показать полностью


Кинематика станка в Unigraphics NX
Решил я тут хоть что-то написать, как раз закончил свой маленький проект самообучения. Вот и расскажу как это было.
А то уж больно давно не пишут здесь ничего интересного. Скукотень да и только.
Значиться написал я тут недавеча постпроцессор для станочка и некоторые глюки оного заставили меня задуматься над тестированием его при помощи модельки станка и Cse драйвера.
(Примерно здесь должен быть мем про "сказочного долбаеба")
И так, что я имею:
1. Станок - Haas Super Mini Mill
2. Модель этого же станка (взял с сайта производителя)
3.Постпроцессор, предварительно написанный мной, который необходимо подключить к сборке и использовать во время симуляции.
4. Явно "потекшая крыша" ибо обычный человек такой херней заниматься не станет. А так же, в добавок, огромное желание охватить как можно больше знаний и профессиональных навыков.
"Ну что народ, погнали нахуй!"
И так, для начала необходимо пересобрать сборку модели станка. Имеющаяся сборка в формате step, а компоненты в stl. В добавок ко всему сборка была собрана в дюймах. В моем случае необходимо собрать в православных милиметрах. И хотелось бы все же в формате с которым Nx работает нативно, а именно prt.
У меня получилась следующая "шляпа".
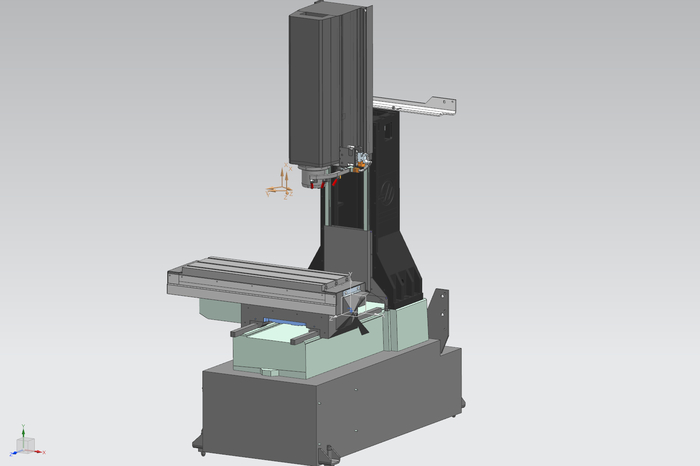
Красавец, правде же? Жаль не без глюков. Видно один прямо в центре скрина.
Но как по мне:

Кожух мне не пригодится, да и магазин тоже(по крайней мере я так думал)
И так, теперь ищем информацию как заставить это все двигаться.
Облазил весь интернет и информации оказалось что-то крайне мало..
Обидно, досадно но ладно.
Ну да, о чем это я? ЧПУшники крайне не охотно делятся знаниями.
Единственное что нашел так это видео, какого-то поляка, на ютубе. Не особо информативное, к тому же пришлось смотреть совсем без звука на рабочем компе. Блин, говорю и не верю прям, как будто звук мне бы помог...
И вот я 40 минут смотрю как парень создаёт всю кинематику модели с нуля.
Ну что же, у него, все работает, нужно повторить.
Значит порядок такой
1. В модуле генератора модели станка создаем виртуальные компоненты станка и связываем их с компонентами сборки
2. Создаем виртуальные оси и настраиваем их ограничения, а так же задаём пределы перемещений и вектор направления. Часть информации берём из кинематической схемы станка, или гуглим(как в моем случае). А вот вектор и направление я мог бы посмотреть на самом станке, но куда мне? Я же, как и любой другой русский человек, поступаю по инструкции только когда когда все варианты закончились.
3. Производим замену файлов постпроцессора в папке с файлами станка библиотеки nx. Есть вариант просто кинуть постпроцессор в папку библиотеки, но тогда придётся прописать к нему путь.
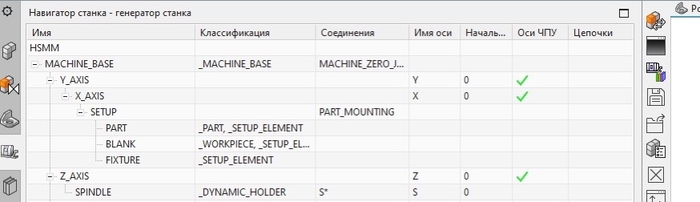
И так, схему виртуальной кинематики видно на скрине. Постпроцессор успешно закинул в директорию библиотеки Nx.
А вот со вторым пунктом пришлось повозиться. По факту есть два варианта прикотором на проверке, в генераторе станка, все будет двигаться как нужно, а вот на симуляции модель сломается, но выдаст ошибку всего лишь о пределах перемещения осей. Иными словами направление задал не в ту сторону.
В общем сделал все как на видео.
К сожалению все что я получил, так это возможность добавить модель станка в файл обработки детали.
А при попытке симуляции Nx шлет меня нахрен и говорит что-то про оси и каналы…
Твою ж на лево, но у поляка все работает
Снова пришлось прибегнуть к старому доброму интернету, только результата 0.
Ладно, не буду томить.
Пару деньков ковырялся с моделью и все же нашел что нужно сделать.
При создании кинематики модели Nx’у нужно объяснить с какими осями работать в каких каналах на случай работы с многоканальными станками. Эх, повидать бы такие станки в живую. Классно работают, прямо загляденье.
И менюшку эту случайно нашел, чистое везение.
Ну что ж, создаём канал и обзываем его как душе угодно. Добавляем в единственный канал все имеющиеся оси станка и разумеется указываем что ось "S" воспринимать как главный шпиндель.
Далее снова идем в файл детали. Загружаем станок и тыкаем симуляцию станка.
И тут «бам», работает нахуй.
Радости маленького мальчика нет предела, чуть штаны не намочил.
На симуляции траектории станок двигается как надо, но мне же не нужны полумеры. Нужна симуляция, на основе cse драйвера станка, всего g кода, а не траектории которую рисует Nx.
Что же, самое время попробовать. Тыкаем симуляцию программы ЧПУ и сразу сыпятся куча окошек с текущим положением всех осей, непосредственно самой УП которую выдал мой пост и еще какая-то хрень. Не особо вдавался в подробности но уже что-то.
Вот тут то и не работает.

Говорит иди ты, друг, к черту и выдает ошибку во время выполнения кадра со сменой инструмента.
А я уже обрадовался...
Вот тут то меня снова пробрало до дрожи от испытанных эмоций ярости и разочарования.
Ну что ж, ругается на операцию смены инструмента. Нужно снова ковыряться. Судя по всему придется докинуть модель магазина и ковыряться с ней.
Ну, у меня же есть моделька с сайта производителя.. но блин, она не детализирована и идет целым телом.
Похоже нужно рисовать новую.
Спойлер: можно не париться с магазином, а просто заменить операцию смены инструмента драйвера фанука на операцию общего драйвера. Там магазин не используется, голова поднимается на безопасное расстояние и в ней магическим образом появляется следующий инструмент.
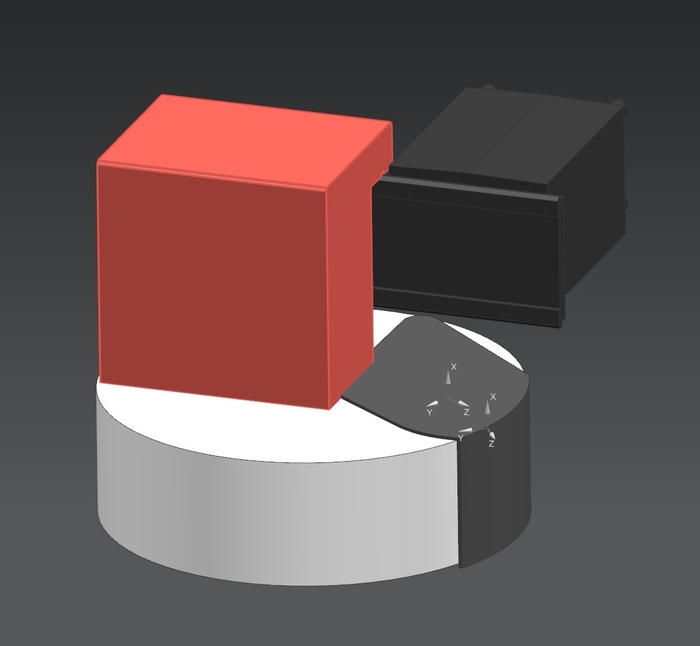
Ну кое что получилось, это второй вариант.
В первом я нарисовал на две ячейки больше чем есть(вечно мне всего мало).
Он немного детализирован внутри, чего нет в модели от ребят из хаас.
А так же я не парился над достоверностью модели, в первый раз, выглядело крайне убого.
Ладно, тут мы снова упираемся в кинематику
Нужно прописать все оси для магазина и соответственно выставить оси для ячеек магазина, что бы там в правильном положении был отрисован инструмент.
Без этого никуда.
Заодно и добавил лишнюю ось что бы анимировать крышку магазина. А чего бы и нет? В станке же она открывается, вот и я хочу что бы все было как положено.
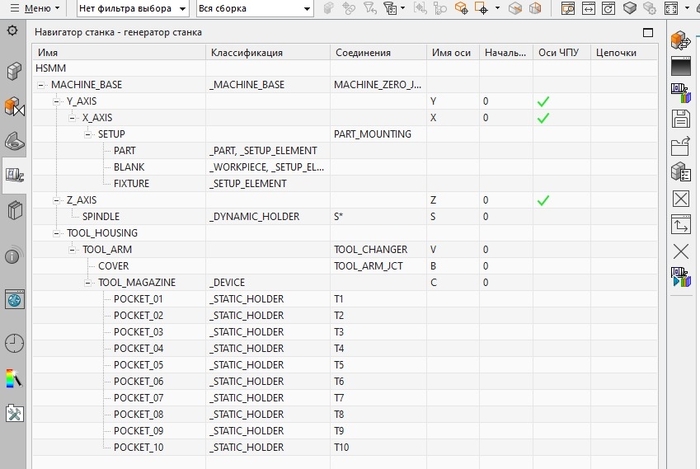
Вот что вышло в генераторе станка в итоге.
Попутно откопал операцию cse драйвера по смене инструмента(да да.. Ту самую на которую ругался Nx во время симуляции). Ее тоже нужно редактировать, она отвечает за все передвижения станка при вызове инструмента в программе симуляции.
По хорошему нужно писать драйвер под свой станок с нуля. Но во первых, такими знаниями я не обладаю. А во вторых Хаас это FanucFamily. Иными словами все от фанука подходит к хаасу, и на оборот. Ну или почти все. Вот тут то я могу и схалтурить взяв драйвер от модели станка с поставки Nx.
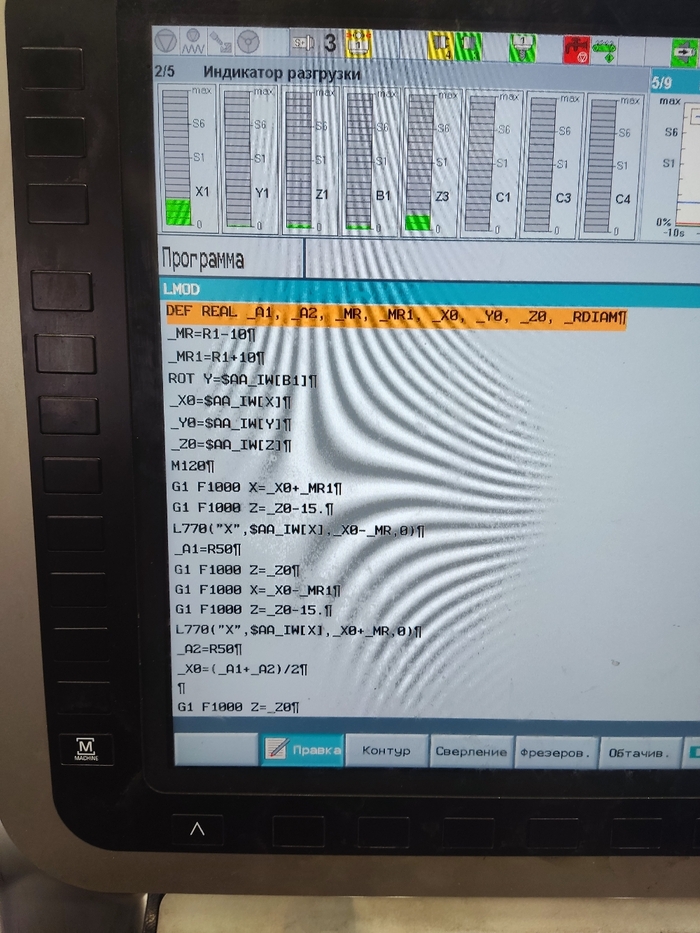
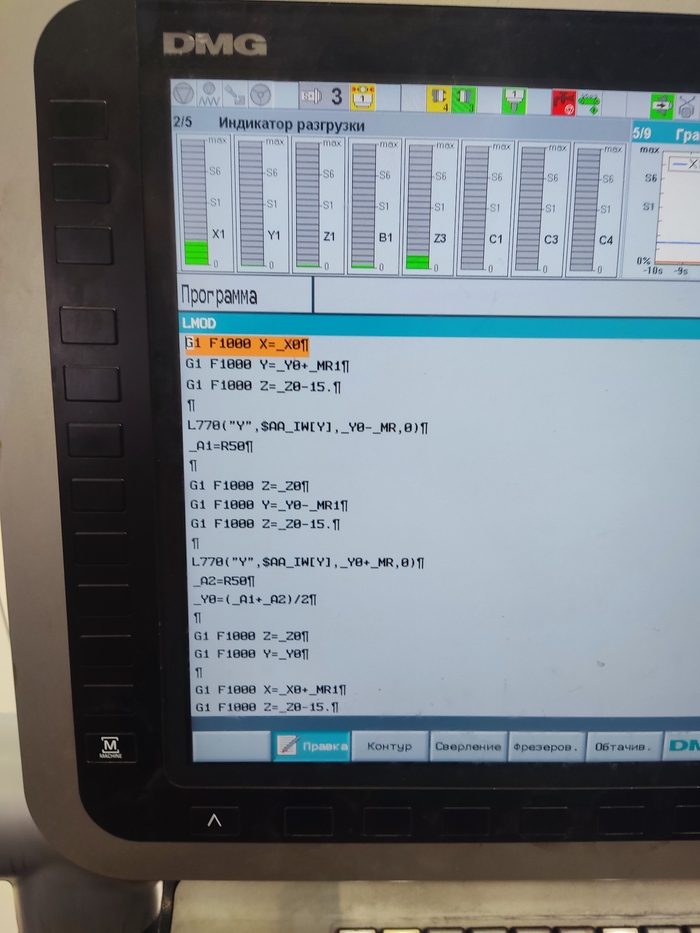
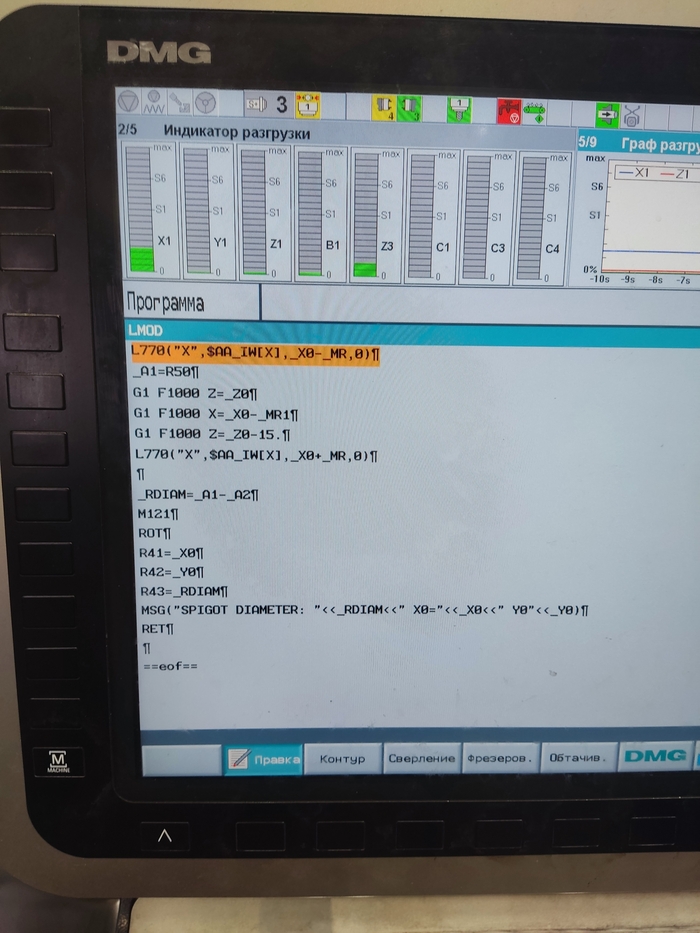
Так как я в программировании не «бум бум» пришлось повозиться. Хорошо что она написана в перемешку с Macro B, синтаксисом фанука. И вот это очень помогло.
Пришлось непосредственно прописать условие, при котором голова перемещается выше магазина если нет инструмента в шпинделе.
И соответственно если имеется то нужно опуститься ниже и вернуть инструмент перед вызовом нового.
Ну что ж, вроде бы все, nx во время симуляции ни на что не ругается.
При запуске симуляции станка, nx постпроцессирует операции моим постпроцессором и сразу же воспроизводит передвижения на основе cse драйвера фанука. Иными словами все циклы и подпрограммы выполняются так как это будет происходить на станке. Эдакий Vericut. Вот только с ним я не умею работать, но думаю что собирать станок там нужно примерно так же.
И так, это дело ещё можно долго полировать. Добавить недостающие детали станка, которые я выбросил из сборки. Поправить несколько, замеченых мной, глюков во время симуляции. Но в общем и целом это мой первый проект такого рода. Я никогда не настраивал модели станков для симуляции. Работал на множестве предприятий и никто не занимался такой херней. Есть, конечно, люди которым стимуляция такого рода очень необходима, но мне путь в работу с такими людьми закрыта. Да и не очень то я там нужен.
Не стал закидывать видео полной симуляции, там всего две операции и смена инструмента для наглядности. Я ведь и так уже затянул пост.
В ообщем и целом это не мануал, гайд или призыв к действию. Расписывая я это дело подробно, растянул бы текст в 4-5 раз длиннее. Это было бы слишком утомительно для первого поста. Это эдакий пилотный выпуск, коль будет интерес то может ещё что напишу.
P.S. Благодарю за внимание, досыпте ,,,,, куда следует. Редачить пост и переписывать его по нескольку раз крайне утомительно. Уверен что ошибок будет в тексте достаточно.
Показать полностью
6
1
Кто шарит в параметрическом программирование sinumerik
для измерения детали через ренишоу? Нужна помощь в написание программы, я сам не вдупляю норм
Показать полностью
3
PLC ET200 собраться автоматчики, электронщики нужен совет, выручайте
В целом вопрос вот в чем, имеется датчик, он коммутирует на сигнальном проводе 0vdc, можно-ли на блок DI вместо +24vdc подать 0dvc и считать вход, не используя для этого реле, оптопары и. т. п. Есть идеи как это сделать? Заранее спасибо за ответы!
Мой путь к автоматизации
Доброго времени суток, хочу рассказать вам про то как я нашел себя в области автоматизации и автоматических систем управления технологическими процессами.
Предыстория.
Начало трудовой деятельности у меня не задалось, что неудивительно, имея за плечами один год на приборостроительном факультете вуза и год в армии. Не имея образования, знаний и опыта работы я устроился сборщиком мебели за 14т/мес. Проработал я год и в 2018 услышал, что грузчики на одном предприятии получают 20т/мес. Закончив заказ я отправился устраиваться грузчиком. Взяли меня на укладку мешков по 40 или 25кг на поддон. Работа не сложная, взял унес, взял унес. Иногда из 12 часов ночной смены половину спал, иногда укладывал по 50т. Заодно научился ездить на фронтальном погрузчике. Руководство заметило, что я работы не боюсь и вредных привычек не имею, и спустя год меня повысили до оператора линии.
Знакомство с автоматизацией.
Управление производством осуществляют два человека. Младший оператор управляет только одной линией. Старший оператор контролирует весь процесс, включая прием сырья. Меня
поставили младшим оператором, тогда я впервые увидел систему визуализации техпроцессов.
На подобие этой. Контроллеры Siemens s7 и WinCC.
Мне стало безумно интересно как компьютер запускает оборудование в нужном порядке, взвешивает, отслеживает неисправности. Я начал спрашивать у рабочих, но они не знали что и как. Электрик показал шкафы управления и я узнал про контроллеры.

Пообщавшись с главным инженером, который руководил переоснащением предприятия, узнал, что связь с компанией, производившей монтаж и пусконаладку потеряна. Ну а раз никто не может объяснить как тут все устроено, пришлось мне узнавать самому.
Начинается все с технологической карты составленной в таблице Эксель. Далее старший оператор заносит в компьютер наименования компонентов и их процентное содержание. После этого выбирается линия производства, и запускается сам процесс. Все, дальше пошла работать автоматика, при отклонениях от заданных параметров отображаются ошибки и оператор производит действия для продолжения работы. Но иногда что-то шло не по плану и линия вставала, приходилось разгребать завал и запускать работу заново. Естественно я начал искать пути предотвращения этих завалов и обратил внимание, что часть оборудования оператор контролирует в ручном режиме. Например подачу сырья осуществляет шнек, управляемый частотником Micromaster 440, а частоту в процентах задаёт оператор и меняет раз в несколько минут, в зависимости от нагрузки. Естественно иногда оператор отвлекается и происходит завал. Если перевести его в автоматический режим то частота резко поднимается до 100% (50гц), что приводит к моментальному завалу. Ну тут дураку понятно, что идёт рассогласование нагрузки и скорости вращения питающего шнека. С 2011 года люди мучались с этой проблемой, а решилось все простым изменением параметров. Это привело к упрощению работы и увеличению производительности на больше чем 40%. Сменился главный инженер, меня перевели на должность наладчика. Благодаря ему я получил возможность изучать программу управления и смог разобраться, что программа управления развернута на IIS подключена к БД MS SQL, а она в свою очередь связана с SCADA и Step-7 300. Вот тут и понеслась душа в рай, Гугл рассказал про связь Excel и SQL через OLEDB, это позволило избавиться от ручного ввода тех. карт, а Ютюб показал как подключать новое оборудование в Simatic manager, FBD STL. Потом сгорел частотник и я научился настраивать их и прописывать адрес. Сейчас я поступил на специальность "техник-мехатроник", продолжаю изучать языки программирования и стезю автоматизации. Спасибо всем, кому не надоело это читать.
Показать полностью
2