Фотополимер выжигаемый для ювелиров: консолидированный опыт
Делимся практическим опытом работы с ювелирным выжигаемым материалом "JEWELRY WAX". Если Вам чужда ювелирная тема (от 3Д печати до литья) - заметка не для Вас.
Итак.
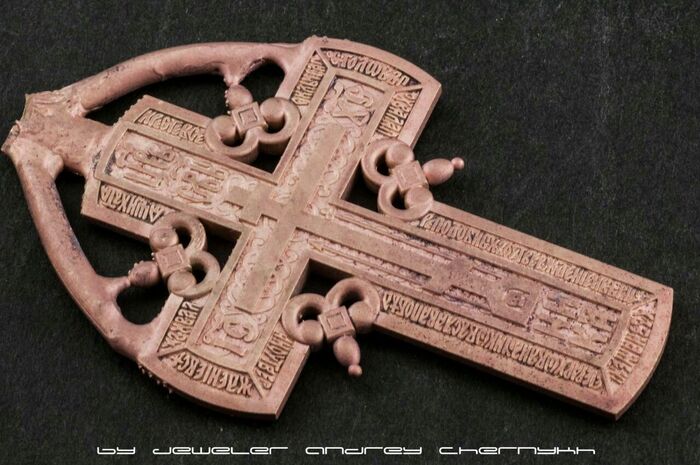
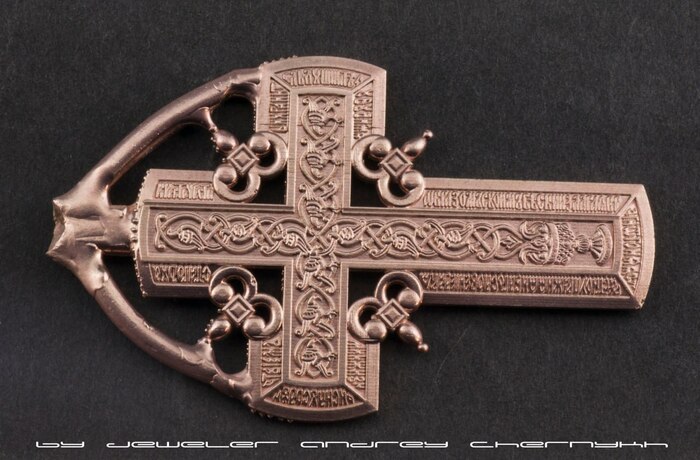
Мы предлагаем линейку из 4 вариантов выжигаемого ювелирного фотополимера HARDLIGHT JEWELRY WAX, отличающихся цветом: сиреневый, зелёный, красный, чёрный.

фотополимер HARDLIGHT JEWELRY WAX
Фотополимер разработан и выпускается совместно с китайской компанией JAMGHE, производителя профессиональных полимеров для ювелиров, в частности - EWIC 3000 или HIGH WAX.
Все варианты JEWELRY WAX отличаются только особенностями при печати (росте) моделей, и одинаковы в постобработке и литье.
Все они показывают качественный стабильный рост, отличные результаты литья при соблюдении техпроцесса и рекомендаций.

Сиреневый JEWELRY WAX
Сиреневый - для гладких моделей, это самый «сглаживаемый» полимер. Он немного мылит детализацию, но позволяет получать гладкие поверхности с минимальными следами пиксельного муара от послойного роста.

Зеленый JEWELRY WAX
Зелёный - это оригинальный EWIC 3000 или HIGH WAX, реализуемый под брендом HARDLIGHT. Для тех, кто привык к оригиналу, знает все его тонкости и нюансы, не хочет ничего менять, но нужна стабильность поставок и более лояльная цена. Полимер с высокой детализацией, хорошим сглаживанием моделей.

Красный JEWELRY WAX
Красный - альтернатива зелёному. С нашей точки зрения - обладает улучшенной детализацией, но требует настроек, отличных от привычного некоторым зелёного. По отзывам одного из ювелиров : «Красный полимер, как красное французское в бокале, обладает изысканным и привлекательным внешним видом. Его насыщенный красный оттенок напоминает о роскошных винных сортах, которые так ценятся во французской культуре. Этот полимер выглядит стильно и элегантно, как будто он создан для того, чтобы привлечь внимание и вызвать восхищение. Его глубокий цвет и блеск могут напомнить о роскоши и изыске, характерных для изысканных вин». Полимер с высокой детализацией, хорошим сглаживанием моделей.

Чёрный JEWELRY WAX

Чёрный JEWELRY WAX
Чёрный - для контрастных (высокая детализация, шрифты, мелкие элементы, жёсткие требования к геометрии углов). Он стоит особняком от других полимеров в линейке. Экспозиция печати слоя примерно вдвое выше чем остальных (сиреневого зелёного красного). Он создан для роста слоями от 10 до 50 микрон, печатать слоем 100 микрон им невозможно. Чёрный - это исключительные требования к точности калибровки принтера, качеству и состоянию плёнки ванны и поверхности стола. Чёрный не прилипнет к столу, и все останется на плёнке если что то не так с предыдущими пунктами. Нам иногда говорят «чёрный никуда не годится, мы ставили экспозицию низа 200 секунд и ничего не прилипло. А другие полимеры (зелёный синий прозрачный розовый и тд) все печатают». Это - проблема не полимера, а принтера. И эти особенности компенсируются высочайшей детализацией моделей, невысоким влиянием ошибок экспозиции на результат.
Частично решить эту проблему позволяет микс сиреневый - чёрный в соотношении 20(..50)/80(..50) сиреневый / чёрный. при этом детализация повысится, а требования к экспозиции и принтеру понизятся. Это опыт практикующих ювелиров, но правильную пропорцию каждый сам подбирает под свои потребности, если таковые имеются.
Параметры печати
Настроек "взять и печатать" для конкретного принтера мы не предоставляем. У нас их просто нет.
Наша политика в данном вопросе - дать клиентам хороший материал и методику, как определять режимы работы с ним.
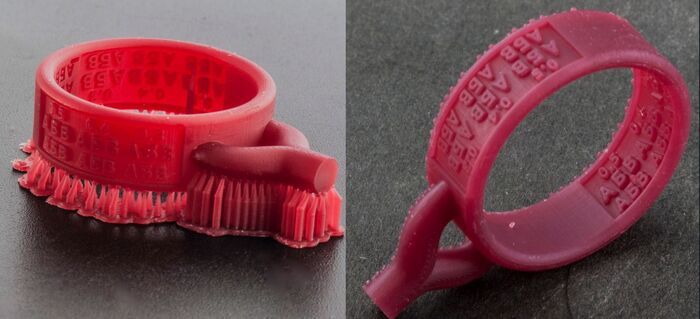
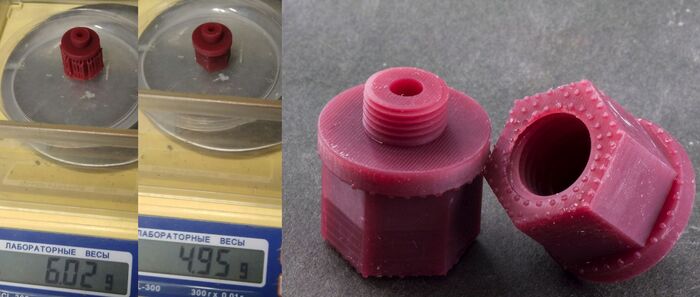
Есть разработанный специально для ювелиров тест - он печатается 10-15 минут, весит 1-2 грамма, то есть затрат по времени и материалу минимум. Тест содержит специализированные элементы ювелирных моделей (барельефы, мосты, крапана и тд), отражает все возможности принтера, полимера и настроек печати.
Эти базовые настройки, можно взять за стартовый ориентир:

Базовые настройки для полимера
Экспозиция слоёв основания - 15-20 сек.
Для чёрного - слои основания 60-120 сек, экспозиция 4 сек.
Печатается тест, оценивается результат, вносятся коррективы в режимы печати, на выходе - идеальные настройки
- под именно этот полимер, никого не спрашивая (иногда в пабликах дают такие таблички с настройками, что больше на вредительство похоже)
- настройки именно для Вашего принтера, принтеры даже в серии - все немного разные
- Вы можете корректировать настройки в зависимости от печатаемых моделей (ажурные и массивные модели обычно печатаются по разному на разных режимах)
Описание теста - тут :
Новая усовершенствованная версия теста - тут:
Рекомендации по постобработке
Постобработка - мойка в грязном, затем чистом спирте, сушка.
Классический способ постобработки - засветка в ультрафиолете 385-405нм в глицерине или пропиленгликоле (это исключает доступ кислорода к поверхности модели при засветке, отвод тепла и отсутствие деформаций от локальных нагревов) в течение часа, снова мойка и сушка.
Примерно половина клиентов не использует этот метод засветки, и считают что он ничего не даёт, другие - видят разницу. Альтернатива - засветка в ультрафиолете 385-405нм на воздухе 5-15 мин.
Рекомендуется дать отлежаться модели перед установкой на ёлку 6-12 часов, но и это по мнению специалистов не 100% оправдано.
Массивные модели лучше печатать полыми, заполнять перед установкой на ёлку обычным воском чтобы не было деформаций при вакуумировании.
Некоторые литейщики рекомендуют использование пенокерамических фильтров на ёлке, это повышает качество литья.

пенокерамический фильтр на ёлке

пенокерамический фильтр после литья
Выжигание полимерных моделей.
Нужно принять, что полимер - не воск. Воск и полимер выжигаются на разных режимах, используются разные материалы, в противном случае качественный результат не получится с высокой вероятностью. Иногда получаем отзывы «напечаталось отлично, мы отдали лучшим литейщикам, на крупное предприятие, с большим опытом - и результат отвратительный, ваш материал не годится». 99% таких случаев - литейка использует отлаженный под воск техпроцесс, и менять ничего не собирается. Это обьективная реальность, и или литейщик изменит подход под полимер, или этот вариант не годится для работы с полимерными моделями.
Формовка - марка форммассы «Престиж Оптима»
Замес 36 (38) :100. Чем гуще, тем стабильнее результат и выше стойкость к обрушениям, если вязкость не мешает формированию опоки.
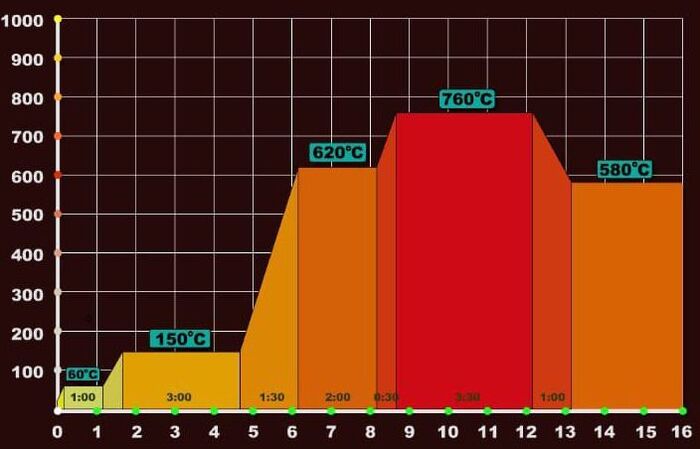
цикл прокалки
Цикл прокалки - (базовый рекомендуемый для стабильного результата, который в дальнейшем литейщики оптимизируют под себя)
- опока ставится в холодную печь
- 1 полка, 60°: 10 мин достижение, 60 мин удержание
- 2 полка, 150°: 30 мин достижение, 180 мин удержание
- 3 полка, 620°: 90 мин достижение, 120 мин удержание
- 4 полка, 760°: 30 мин достижение, 210 мин удержание
- 5 полка (литьё), температура литья лигатуры: Спуск на литьевую не менее 60 мин. Если в результате есть трещины в опоке - спуск увеличить до 120 мин
Это долгий цикл, однако он рассчитан на большинство случаев для достижения стабильного результата даже в случае некоторых ошибок.
Напоследок консолидированные рекомендации от литейщиков:
Для достижения результата в отдельно взятой литейке, придерживайтесь рекомендаций в комплексе и тестируйте свои варианты.
1.Ф.М. Престиж Оптима.
2. Печатать модель пустотелую и заполнять пустоты воском.
3. Поэкспериментировать с диаметром литника. Из-за толстого литника может утягивать метал в столб а тонкий литник приведёт к голоданию,литник застынет быстрее модели и как следствие неравномерная усадка.
4.Смесь ФМ мешать как можно гуще.
5.Можно особо не светить модель, но увеличить полку на 60 градусов до 5ч.
6. Внимательно отнестись к литьевой температуре. Например, некоторые льют бронзу на 650 градусов опоки, это очень много.
Хороший результат в бронзе Бр10 но 350 градусах.
7. Опоку после отливки размывать при полном остывании.
8. Не боятся сделать что-то не так
9.Много лить и анализировать результат, общаться о проблемах с производителем и в профильных сообществах с предоставлением подробной пошаговой информации что делали и что не так.






примеры работ от пользователей полимера
Этими материалами успешно пользуются тысячи профессионалов. Получается у них - получится и у Вас.