Ответ на пост «Оправдываю покупку 3D принтера»
Зачем нужен 3д-принтер? Этот вопрос терзал меня последние 3 года. У меня есть свой дом, и тут читатель скажет: «нууу со своим домом нужен точно». А я всё пытался понять, что я могу распечатать такого, что нельзя купить. Ведь сейчас на вб и озоне есть всё. И, кстати, дофига продается распечатанного на принтере.
Нет, конечно, раз в полгода, делая что-то по дому, я ловил себя на мысли «а вот был бы у меня принтер, я бы сейчас не мучился, а распечатал какую-нибудь штуку/приспособу». Но покупать принтер, чтобы пользоваться им два раза в год – да меня жаба задушила бы. Мне в дом и так много чего ещё надо купить.
К тому же, купить принтер – дело нехитрое. Как рисовать то, что хочется напечатать? Я гуманитарий, и все эти ваши Компасы и Автокады на меня наводят ужас. Мой опыт в 3д рисовании ограничивается тем, что в 2004-м году я ставил себе 3DS Max с диска с софтом. Открыл его, разместил кубик в пространстве, а на него чайник поставил – это были стандартные формы) Дальше дело не пошло
Год назад, рисуя мебель для своего дома, подумал, что неплохо бы всё таки освоить 3д рисование. По отзывам самая простая программа для этого – SketchUp. Посмотрел пару уроков и потихоньку начал что-то моделировать. Знаю, тут сейчас набегут гуру и объяснят почему скечап это плохо, но мой пост предназначен для тех, кто как и я боится всех этих громоздких инженерных программ, да и весь их функционал нам не нужен. Нам нужно ведь рисовать простые формы для печати, не заморачиваясь.
Позже, по тому же принципу «чем проще, тем лучше» был выбран принтер BambuLab A1. Ну как выбран) Где-то прочитал на него обзор, что со сборкой даже ребенок справится, а печатает он из коробки. И всё, остальные принтеры для меня перестали существовать, а возможность печати стала ближе.
Ну и последнее – это канал «Цифровая фабрика». Они есть и на запрещенном видеохостинге и на рутубе и вк. Набрел на них случайно 1 января 2005 года. Начал смотреть видео. Сначала ничего не понимал, но потом потихоньку стал разбираться какой пластик для чего нужен и какой стороной модель лОжить на стол. Грамотная речь и спокойное изложение – их видео очень кайфово смотреть.
И вот в июне всё таки взял и купил себе игрушку. Волновался страшно. Заказал на авито новый, европейскую версию. Доставили до нашего уездного Владимира из Москвы за несколько дней. Собрал, напечатал тестовый кораблик, выдохнул)
И вот моя прелюдия окончена, а теперь слайды) Честно говоря, думал, что буду печатать ну раз в месяц. По мере необходимости. Но тут понеслось) Сейчас, спустя полгода, я даже не могу вспомнить сколько всего я напечатал, поэтому полезу сейчас смотреть сохраненные проекты и буду делать их фотки.
Для начала фотка принтера на этапе его сборки)
Сначала прошелся по готовым моделям: подставка для телефона, открывашка для туго завернутых крышек и держатель для аккумуляторов Ryobi



Потом случилось то, что оправдало покупку принтера в глазах любимой жены) Сломалось кольцо накопителя для отработанных памперсов. Печатаем

Ставим на место

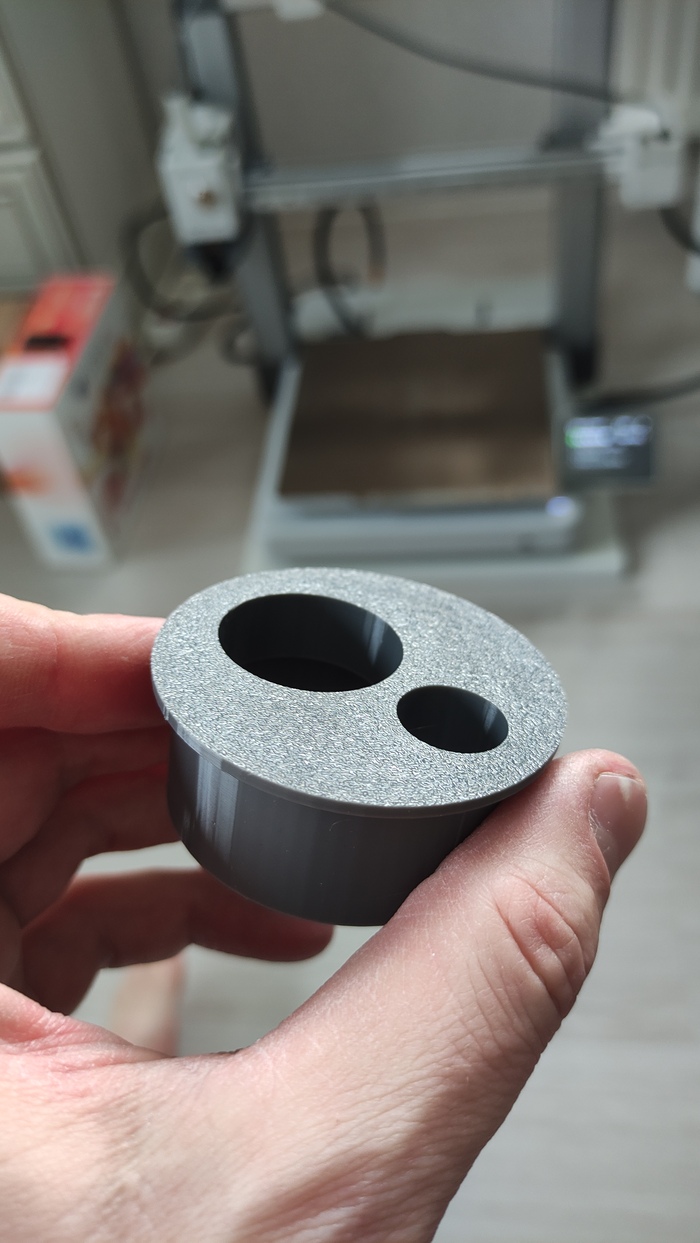
Купили сушилку, надо подключить её к канализации. Узнал, что есть заглушка на пятидесятую трубу 2 в 1: для стиралки и сушилки. С озона ждать три дня. Рисуем и печатаем за час
Витые пары от камер идут по потолку подвала - печатаем гребенку

Кстати, видите шинопровод трековых светильников пересекает кабели - печатаем декоративную крышечку

Ребенку заказали машинку, колеса со сколами и плохо крутятся
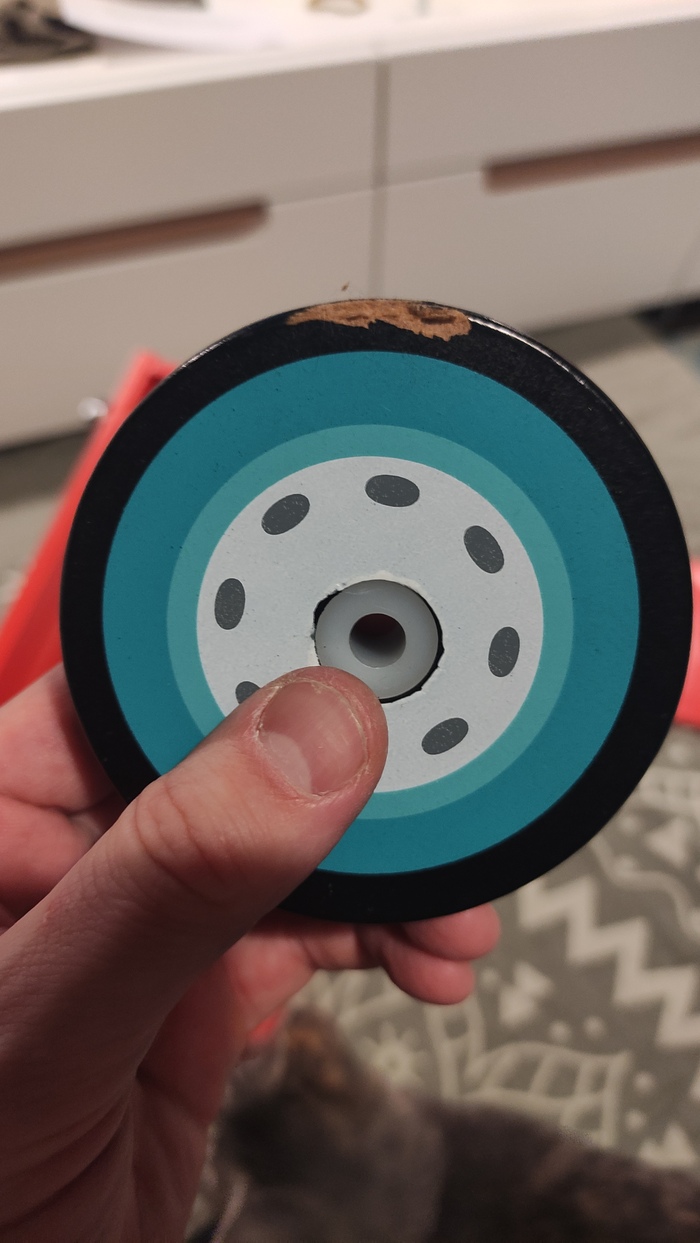
Печатаем и сажаем их на подшипники

Ещё и шины напечатаем из мягкого термополиуретана

Если кто как и я не знал, то оно реально похоже на резину и легко печатается на принтере

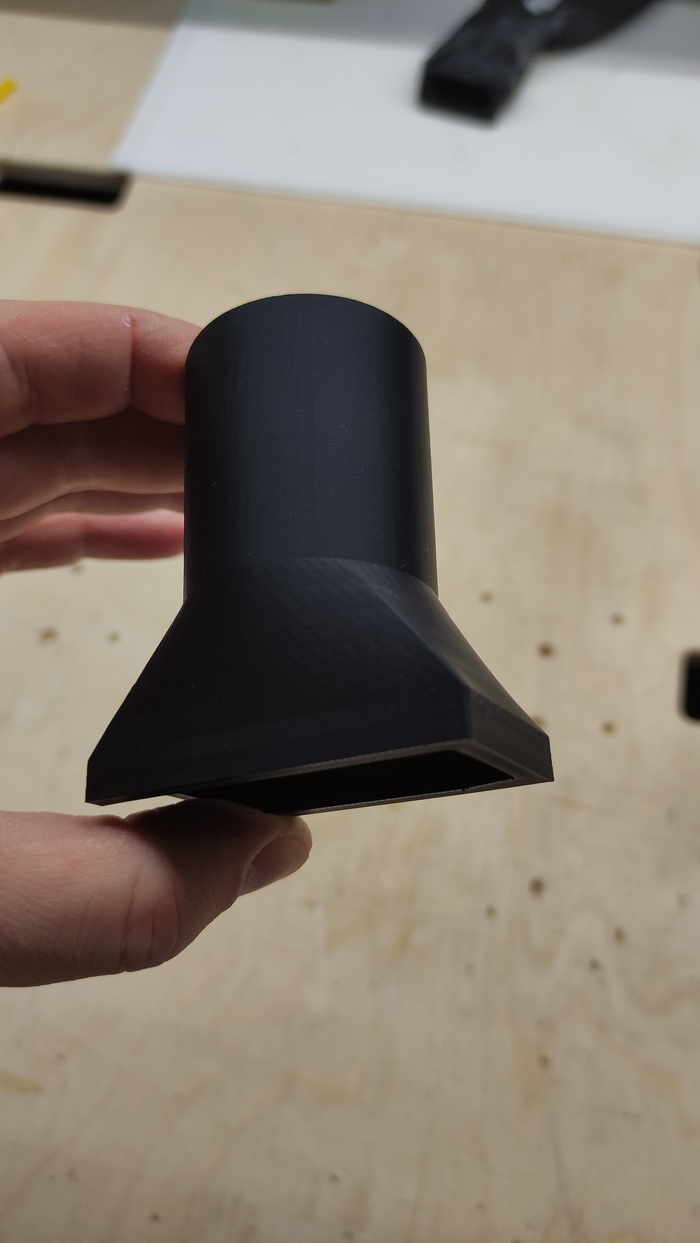
Всяких переходников не счесть. Из недавнего, купил ленточную шлифмашинку ProCraft. Мешочек пылеудаления крепится через прямоугольный разьем - жуткий изврат. Обычно сразу делают разъем под шланг пылесоса. Пришлось печатать переходник с прямоугольника на круг)
Теперь к запрещённым темам. Угадайте что печатаю?

"А че сразу пропеллер-то". Увидел такую приспособу: винт крепят на шпильку и в шуруповерт. Забавный лодочный мотор получается. Опробовали в походе, самоделка работает)
Жена заказала защитный экран на телек. От детей и котов. Крепится ремнями как в этом вашем БДСМ. Мне такое эстетически не зашло

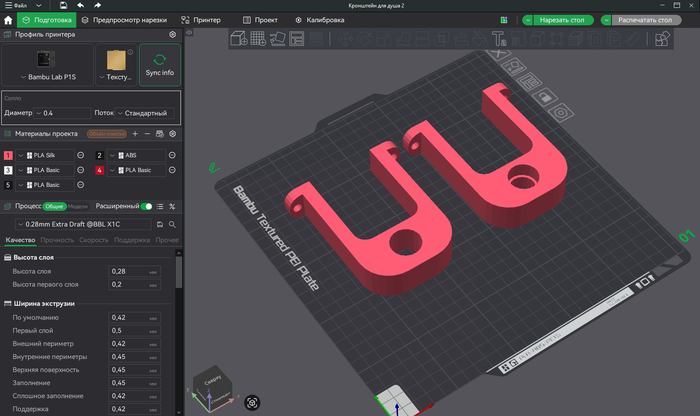
Печатаем небольшие аккуратные скобы, экран висит надежно

А потом я купил цветной пластик...

А то чё всё только черное да белое. И понеслось...

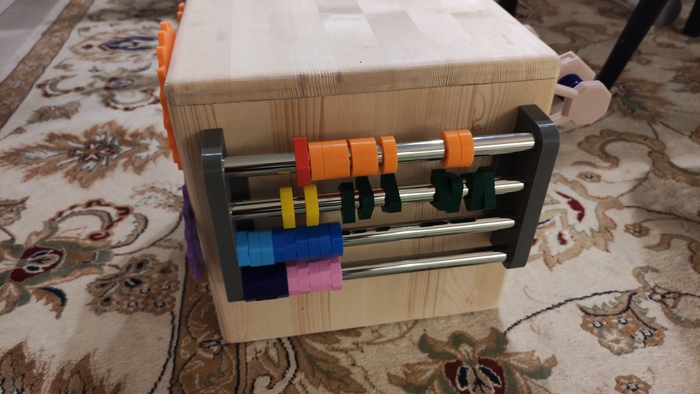
Рейлинги для кухни и продукты 3д печати - занятие ребенку в виде бизибокса
Даже спинер напечатал - любимая игрушка теперь у этих ребят:
В итоге печатается всякое через день, простоев почти нет. Но стал ленив. Вместо того, чтобы вырезать из дерева или из фанерки - проще напечатать. Заказывать и ждать какие-то мелкие детальки и переходники больше не надо, можно нарисовать и быстро сделать. Навыки рисования в 3д и проектирования прокачиваются хорошо, постоянно узнаёшь что-нибудь новое, мозг не закисает.
Решением купить принтер доволен.
P.S.: паяльник для пп-труб есть, сварочник тоже)