

Создание патрубка карбюратора в домашних условиях - инструкция
Сразу результат:
Потребовалось опустить карбюратор как можно ниже. Такого патрубка в природе не существует. Создавать что то вроде такого совсем не хотелось:

Решил потратить свой отпуск на освоение навыка металлургии.
Почитав способы народного литья понял, что простого способа отливки деталей с внутренними каналами не существует.
Сложив температуры плавления/разрушения материалов вывел технологический процесс отливки. И так:
1. Создаю 3D модель патрубка. Делал во Fusion 360, это гораздо проще, чем кажется - спасибо разработчикам за интуитивно понятный интерфейс

(Да, тут с изображениями неувязочка вышла, других не сохранилось)
2. Печатаю модель филаментом PETG, заполнение - минимальное. По сути, нужны только жесткие стенки пластиковой детали.
3. Обмазываю деталь строительным алебастром. Делать это нужно долго и аккуратно - в чашечке создаю раствор на несколько капель воды, подушечкой пальца намазываю на деталь, чищу чашечку, создаю раствор вновь и продолжаю обмазку. Таких "замесов" на деталь делал около 8. Толщина обмазки - 1-3 мм.
4. Ставлю сохнуть деталь в кухонную печь минут на 50.
5. В это время жарю и остужаю просеянный песок. Подготовленный песок перемешиваю с алебастром.
6. Ответственный момент - заливаю алебастр с песком водой в пластиковой таре (половина ПЭТ-булытки), и сразу же опускаю с туда подсушенную деталь, обмазанную гипсом. Шайтан смесь очень непредсказуема, начинает греться и твердеть, поэтому 10 секунд достаточно, чтобы литр смеси превратился в кирпич, с которым уже ничего не сделаешь. Оставляю алебастр твердеть на ночь.
7. Разрезаю пластиковую тару, гипсовый кирпич переворачиваю отверстием для заливки вниз, ставлю на кухонную конфорку, накрываю перевернутой алюминиевой кастрюлькой с отверстием на дне, выгоняю всех из дома и включаю огонь. 2 часа особо ничего не происходит, т.к. алебастр теряет воду, из за чего особого нагрева не происходит. Зато потом кастрюлька пышет жаром, голубой огонь превращается в желтый - это горит вытекаемый PETG. Его не так много, на самом деле, он хорошо течет и выгорает как внутри, так и снаружи.
8. После того, как желтый огонь сменяется вновь на голубой, начинаю на соседней конфорке топить ЦАМ. Офигенный сплав по всем характеристикам, если не знакомы - погуглите.
9. Когда ЦАМ расплавлен, снимаю с огня алебастровую форму, переворачиваю и в горячую форму заливаю расплавленный метал. Тут два ньюанса, которые могут запороть все и придется начинать сначала:
- Микротрещины в алебастре есть, но они не страшны. Однако, если стенка алебастра между полостью детали и наружней поверхностью будет меньше мм, то металл начнет выливатся через даже очень маленькую трещинку - я прижимал щель ложками, тряпками, всем что было в зоне досягаемости чтобы остановить течь.
- Воздушные пробки и недоливка полостей. Тут уже исправляется опытным путем. У меня получилось с третьего раза. Для металлурга, до этого топившего только свинец в детстве, это хорошо.
10. Даю форме чуть остыть своим ходом, где то час, затем ускоряю охлаждение в морозилке.
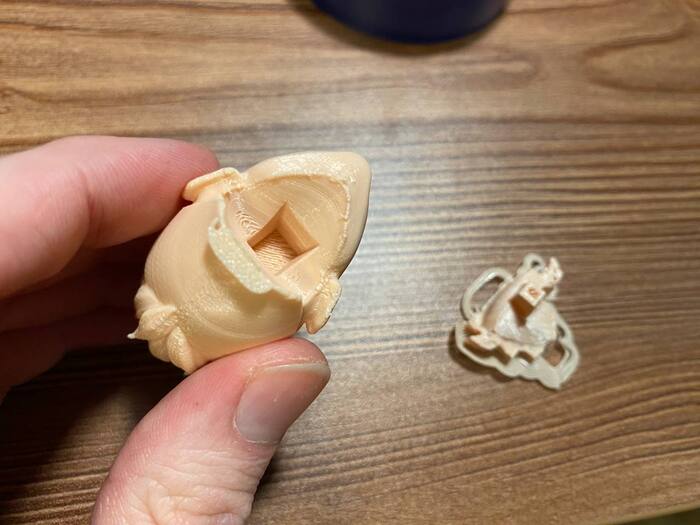
11. Разбиваю форму:
12. Смотрю на результат. Тут либо начинаю все с начала, либо, если все хорошо, то просверливаю отверстия, ровняю сопрягаемые поверхности на точильном круге
Конечный результат в видео в начале статьи. Ключевое отличие процесса от традиционных - минуется технологический этап литья, в котором используется либо парафин, либо силикон - кто знает, тот поймет.
Делал это летом 2021 года. На тот момент в Интернете не было подобного техпроцесса. Описание подобного техпроцесса появилось позже на сайте 3dtoday.ru и youtube-канале Folk craft (автору канала, кстати, отдельная благодарность, его туториалы и навели меня на изобретение этого способа).