

FDM - найди свое "зачем" - первая проба
Итак. Начинаем первоначальную настройку и небольшую модернизацию. Изначально кроме тюбинга и сопла я не менял ничего. Запчастей есть у меня (немного), а также есть уже заметные небольшие проблемы на самом принтере. Перво-наперво я снимаю печатающую голову, чтобы пересобрать её. Почему? Уже много времени она печатает без какого-либо ТО, и сам хитблок превратился, честно сказать, в полное УГ. Замена очень простая. Я меняю все комплектом на что-то такое:

По итогу замены я оставил прежний, стоковый радиатор, в него воткнул биметаллический термобарьер, а на тот натянул новый хитблок. До кучи поменял датчик температуры (старый отказался нормально вытаскиваться) и нагревательный элемент. Он, кстати, чуть мощнее – старый был 40W, а этот 50W. Вроде как нагреваться должен быстрее. Сопло, конечно же, новое, я беру от trianglelab. Они мне нравятся и обычно не сопливят.
Композитными материалами не печатаю, поэтому усиленные сопла из стали, керамики, с рубином и т.д. не беру. Если берете, то знайте, что ваша температура печати будет меняться в зависимости от сопла – разные материалы имеют разную теплопроводность. Когда печатал на стальных – температура всегда была выше на 5-8 градусов, чем у латунных. До этого допер далеко не сразу, и сначала думал, что все это дурацкая затея.
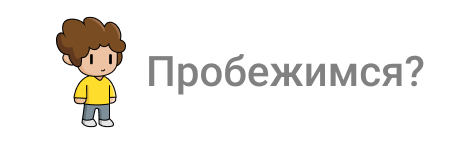
Учитывая проблемы с осью Z - она была вытащена, почищена, смазана. На ней я поменял муфты, на кулачковые:
Почему такие? Тут ответа дать не могу. Пробовал разные, мне кажется, видится, что они работают лучше – в них, на субъективный взгляд, звона меньше. Беру тоже подороже, где пластиковая вставка будто из резины. Может поэтому, т.к. обладают демпфирующим эффектом? Технических знаний у меня не хватает, благо профиль немного другой. Но логично предположить, что эти пластиковые вставки защищают от закусывания, позволяя оси крутиться дальше, а мотору не ломаться. Также логично предположить, что у принтера нет таких, в обычных условиях, нагрузок, и они, вроде как без нужды. Можете кидать камнями. Стоковые жесткие муфты были такими:

Сверху у меня на vyper’е стоят держатели оси. Они болтаются туда-сюда. При замере расстояния между нижними точками осей и верхними есть небольшие погрешности. Печатаю вкладыши для держателей, с небольшим смещением, чтобы расстояние между осями были одинаковыми, а сами оси не болтались из стороны в сторону:

Также устанавливаю кастомную прошивку на сам vyper, чтобы настраивать принтер с меню, а также для поддержки таких функций как linear advance и прочего. Настройкой я сейчас и займусь. Вообще настройка делится на два рубежа:
- Hardware
- Software
Если можно так сказать. Вся железная составляющая настраивается на долгое время и это мы особо не трогаем, если все хорошо работает. А все что мы трогаем в Cura – то меняется от каждого пука. Другая модель, другой пластик, другое… Придется что-то да подобрать.
Для себя я составил такой небольшой алгоритм настройки:
- Настройка экструдера (его я тоже, кстати, открыл и почистил)
- Подтяжка ремней и проверка болтов стола/головы/осей
- ТО самой головы
- Настройка стола
- Настройка LA, ретрактов, потока и остального.
Это такие базовые вещи. По факту можно настроить каждый мотор в отдельности, пересмотреть ремни и т.д. и т.п. Я же сейчас делаю по минимому. Для настройки шага экструдера рекомендую это видео: Калибровка экструдера и потока 3D принтера (обновлённое видео) - YouTube.
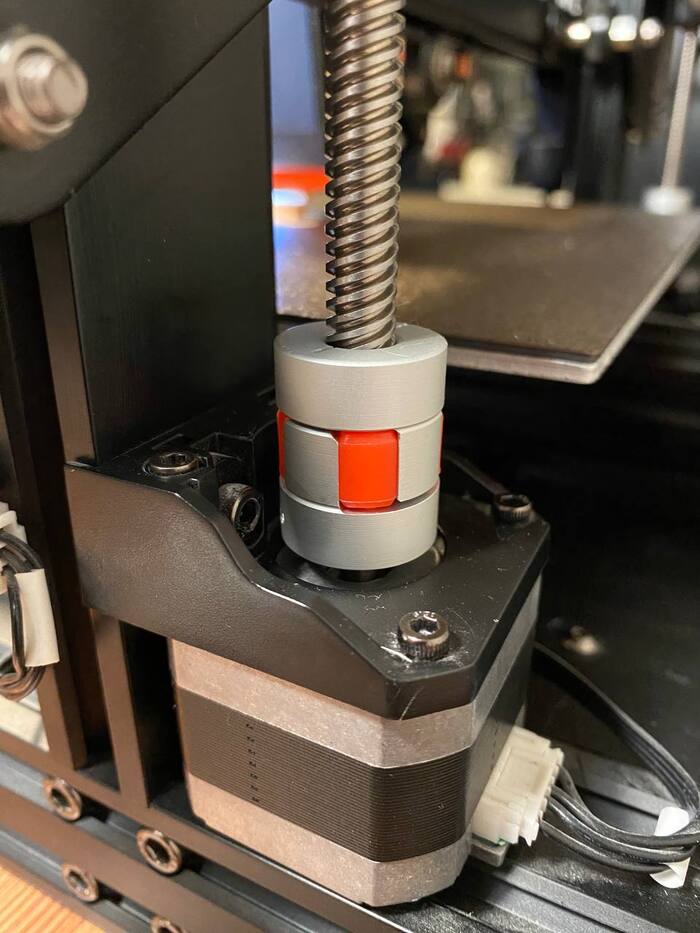
Дмитрий рассказывает все просто, а самое главное – в правильной последовательности. И он, как раз, переходит из настройки железа – шагов экструдера – в программную настройку потока. Я настроил экструдер, откалибровал стол (из кастома для vypera делается все очень неплохо), подстроил z-offset, а затем поставил на печать несколько полых кубов:
В центре со 100% потоком, у которого толщина стенки была в среднем 0.45-0.46 мм, тогда как должна быть 0.4. Первый же куб вышел много тоньше (0.34-0.35 мм), хотя, если посчитать, то поток по формуле должен быть в районе 90% - его я и выставлял. Третий вышел хорошим – я поставил среднее значение – 95%, и все измерения отклонялись только на +/- 0.01. Считаю этого хватит.
Дальше я занялся настройкой откатов. Тут тоже подсуетился Соркин: Инструкция - K3D - всё о 3D печати. По инструкции все предельно ясно, перепечатывать её не буду. А после этого – да поможет нам же Соркин! Откалибровал LA, снова же через его калибровщик: Инструкция - K3D - всё о 3D печати.
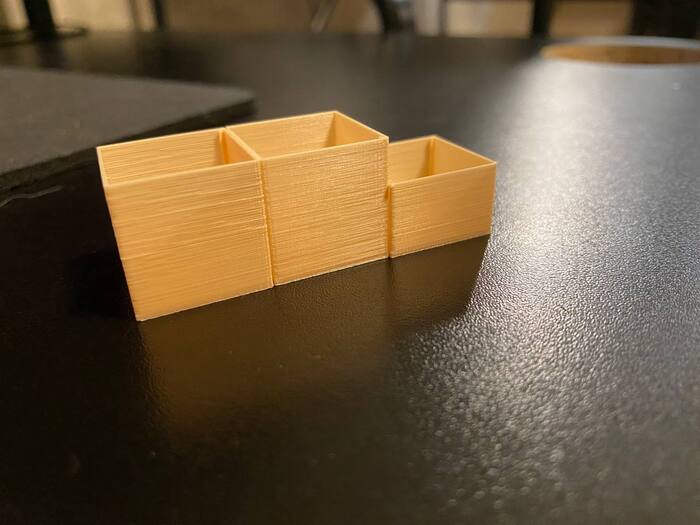
И, долго не тянув, решил ставить уже что-то на печать. С первой пробной печатью решил не заморачиваться совсем. Даже положение модели почти не менял, поддержки сам не выставлял, а из настроек поменял только слой (выставил 0.1), откаты, поток и впихнул LA - все по предыдущим значениям. Скорость была 60 мм. И вот что получилось:


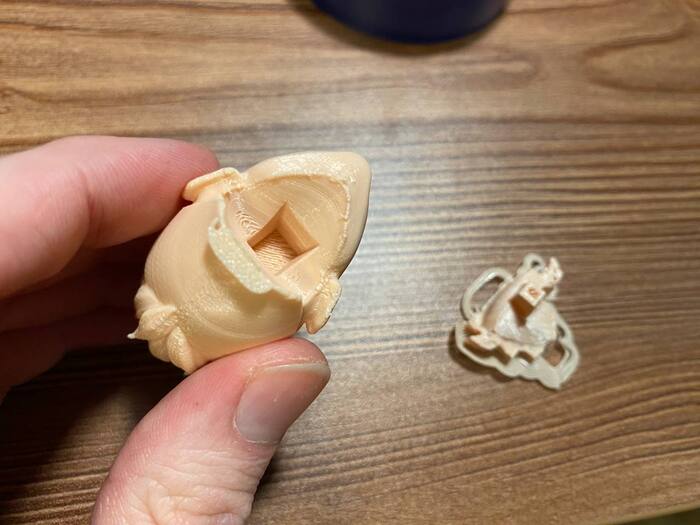
Как-то совсем грустно. Особенно волосы. Тут пост-обработкой пациенту не помочь. Что заметно, сзади напечатано все неплохо и башни даже при нависаниях в 70 градусов не нужны. Чуть меняю настройки: меняю скорость на 50 мм, шов прячу ручками назад, чтобы он не так выделялся, поддержки ставлю только снизу, ручками. Вот итог:


По мне – уже лучше. Поддержки убираются спокойно руками:
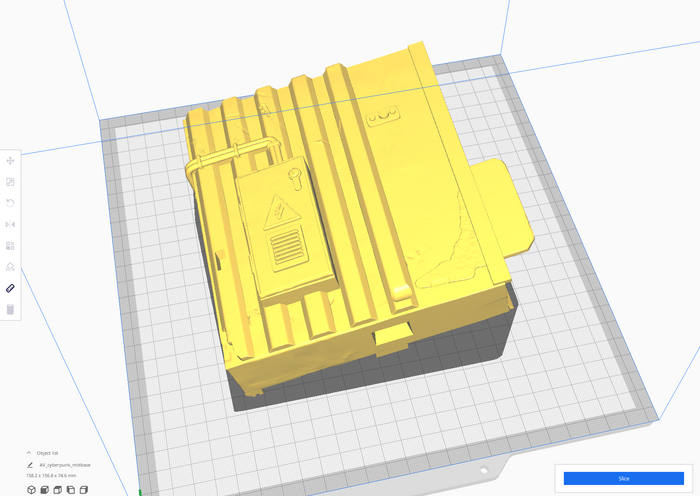
Обрабатывать не так и много. Сейчас ставлю другую, более масштабную модель, чтобы понять что там у нас на больших дистанциях. Пока принтер шумит, иду играть в старую добрую “3 в ряд”:

От профессионалов и мастодонтов печати жду отзывов как это улучшить, и где же я все сделал неправильно.
Всем надежных экструдеров, и да не остынут ваши сопла!