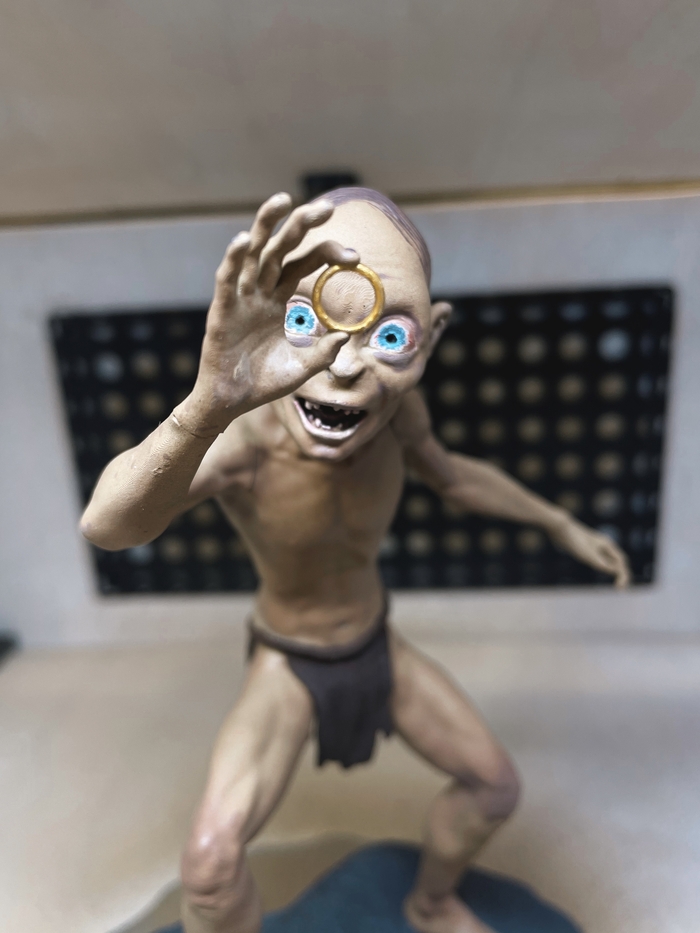
Моя прелесть…
Первый опыт росписи фигурки, напечатанной на 3d принтере.

Показать полностью
2
Первый опыт росписи фигурки, напечатанной на 3d принтере.
ДЛЯ ЛЛ: стоимость печати за 1гр (принтер Anycubic Chiron) = стоимость филамента*50
Для всех остальных:
ППЦ ДЛИННОПОСТ! ШЛАНГОПОСТ! КУЧА БУКВ! КАРТИНОК ВСЕГО 6, А ВИДЕО ВООБЩЕ НЕТ!
ССЫЛОК ТОЖЕ НЕТ! ТЕЛЕГИ НЕТ!
Ну, что же...
Исходя из того, что сам являюсь "печатником" и тем фактом, что когда-то мой дипломный проект представлял собой экономическое обоснование изменения техпроцесса, могу лишь написать, что ваши расчеты стоимости готового изделия сопоставимы с измерением сферического коня в вакууме.
Чтобы посчитать стоимость изготовления составляют калькуляцию, которая состоит из:
1) материалы – включает в себя затраты на основные материалы, покупные комплектующие изделия и полуфабрикаты собственного изготовления;
2) затраты на вспомогательные материалы;
3) основная заработная плата основных рабочих – отражает затраты на заработную плату основного персонала с учётом доплат и премий;
4) дополнительная заработная плата основных рабочих;
5) единый социальный налог;
6) расходы на содержание и эксплуатацию оборудования;
7) цеховые расходы;
8) общезаводские (производственные) расходы;
9) коммерческие (не производственные) расходы.
Зарплатой, и налогом пренебрежем для простоты расчета - условно ТС работает сам на себя, наемных сотрудников не имеет.
Для примера расчета возьму свой принтер anycubic chiron - по сути тот же эндер только формата XL.
Теперь несколько подробнее, что есть что:
1) материалы - это тот самый филамент, который покупает ТС, а также сопла, подложки, и средства для улучшения адгезии. (для примера расчета давайте используем СБС пластик стоимостью 1328 руб/кг. И доставка 160 руб. Сопло стоимостью 50 руб. Полметра трубки боудена - еще 80 руб. Итого: 1328+160+50+80=1618 руб.)
2) вспомогательные материалы - это дихлорметан/ацетон/ксилол - в общем та химия, которую использует ТС для обработки деталей, лезвия для макетного ножа которым будет осуществляться механическая обработка детали - срез облоя (допустим это ксилол 0.5 литра стоимостью 250 руб., лезвия 200 руб. Итого 450 руб.)
Таким образом 1 кг продукции уже стоить 1618+450 = 2068 руб.
3)4)5) - пропустим
6) Содержание и эксплуатация. В данную категорию попадают такие вещи как ЗИП, ГСМ, расчет потребляемой электроэнергии. Первичные затраты на оборудование. Амортизация оборудования. Стоимость замены оборудования. Дополнительное оборудование (амортизация+замена).
Под вспомогательным оборудованием следует понимать сушилку для пластика, поскольку многие пластики требует многочасовой сушки.
Всё также на примере моего принтера: пара вентиляторов 40мм, блок питания, смазка допустим ЛИТОЛ.
Амортизация 10% в год, затраты на замену = стоимости нового принтера. Электроэнергия 600вт/ч. Сушилка 100Вт/ч.
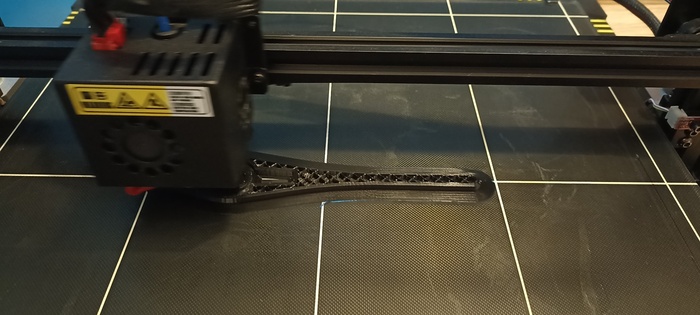
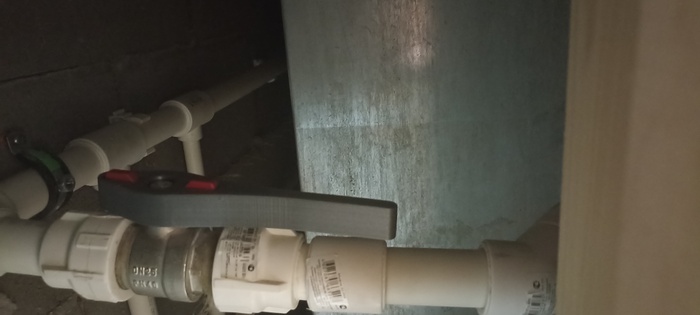
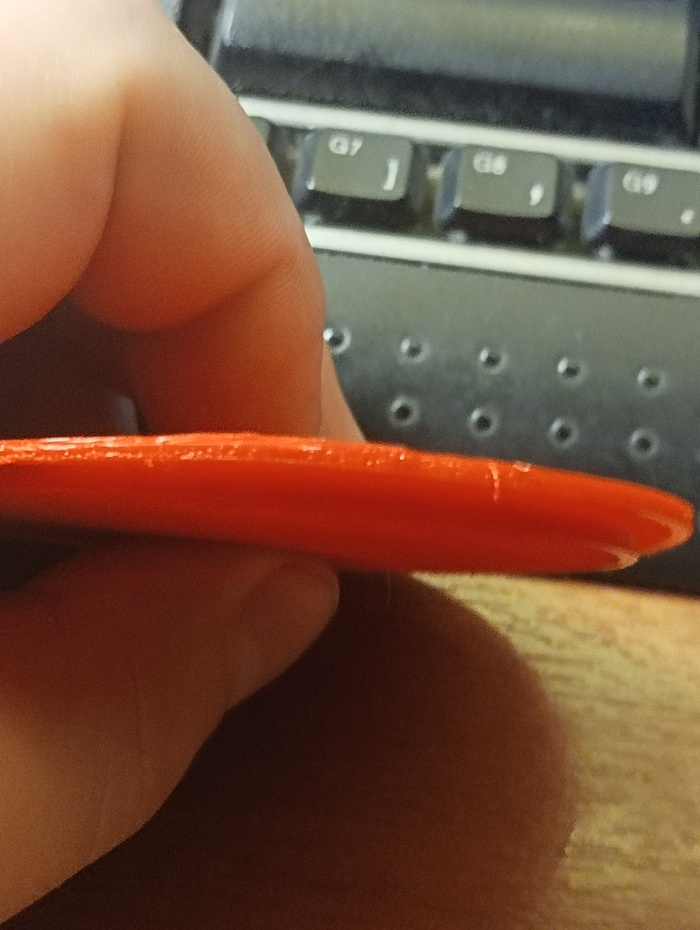
В данном пункте ЗИП учитывается исходя из расчетных сроков эксплуатации - допустим это 5 лет. Принтер печатает со скоростью 40мм/с. Деталь массой 33 грамма с высотой слоя 0.2мм печаталась 2.5 часа. (на фото). Поэтому возьмем среднее по больнице 10 гр/час
при высоте слоя 0.15мм.
Норма рабочего времени в году при 40 часовой рабочей неделе 1973 часа.
Тут надо сделать небольшую ремарку, на многостаночных производствах строятся графики загрузки оборудования, поскольку не всё оно работает одновременно и максимально загружено. У нас же загрузка одного единственного принтера 30% - всё остальное время займет подготовка детали к печати и её постобработка.
В таком случае, за год у нас получается 592 часа работы 3д принтера. За 5 лет это будет 2960 часов и за это время мы израсходуем 29.6 кг. Возвращаемся к расчету ЗИПа.
2 вентилятора 40мм по 200руб = 400р
блок питания 1000 руб.
сушилка для филамента 2500руб
электроэнергия 2960*0.6(квт/ч)*5(руб) = 8880 руб.
эл. энергия сушилки 2960*0.6(квт/ч)*5(руб) = 8880 руб. (условно, потому что для СБС пластика сушка не требуется, но для примера расчета лишним не будет).
Первичные затраты на оборудование:
принтер 25000р
сушилка 2500р
Затраты на замену (цена формируется из прогнозируемой инфляции, допустим это 5%)
принтер
1 год 25000+5%=26250, 2 год 27562.5, 3 год 28940,63, 4 год 30387,66, 5 год 31907
сушилка
по аналогии будет 3190р
Амортизация за 5 лет 50% от стоимости новой продукции на момент списания
Конечная цена принтера: 31907*0.5=15953,5 р.
сушилки 1595 руб.
т.о. 1 кг. распечатанного пластика будет нам стоить:
амортизация сушилки 53.9р
ЗИП
вентиляторы 400р/29.6 = 13.5р
блок питания 1000/29.6 = 33.8р
Стоимость эл.энергии принтера 8880/29.6 = 300р
Стоимость эл.энергии сушилки 8880/29.6 = 300р
ИТОГО: 539+53.9+13.5+33.8+600=1240р
Для совсем бессмертных, кто еще пытается это прочесть.
7)Цеховые расходы
Расходы на содержание помещения, коммунальные платежи.
Если ТС печатал в своей квартире/доме, то это налог на помещение (+налог на землю)*5 лет/29.6кг. Допустим (цифры с потолка) 1500р*5/29.6=253р
Если это аренда, то вместо налога берем стоимость аренды за год + стоимость коммунальных платежей за год. *5 лет/29.6 (даже не хочу представлять какая там будет цифра).
Общезаводскими и коммерческими расходами пока пренебрежем.
Итого, давайте считать во сколько нам реально обходится печать 1 кг пластика:
1) 1618 2) 450р 6)1240р 7)253р
просуммировав всё мы получим 3561 руб.
Согласитесь цифра далека от исходной стоимости филамента. А теперь добавим сюда стоимость подготовки модели к печати, поскольку многие из скачанных моделей не просто не оптимизированы под печать, они просто для нее не годятся - незакрытые контура, обрезанные модели наполовину, а некоторые имеют настолько тонкие или специфические детали что одно расположение детали на столе займет с час. А некоторые вообще приходится моделировать под заказчика по реверсу. Но и это еще не всё, есть еще постобработка - где нужно отделить поддержки, убрать облой, если требуется провести механическую или химическую обработку детали. А ведь еще нужно заложить, хотя бы 1% стоимости в брак, и это при том, что вы очень хороший печатник. А если вы хороший печатник, то и притер у вас будет питаться через ИБП... короче еще одна статья расходов, которую я доблестно забил.
И вот это вот всё приводит к тому, цена 3д печати отталкивает, поскольку люди мыслят - вот пластик за 1300р., моя деталь 10 гр. стоить это должно 13р. А по факту получится от 500р. А ведь мы рассчитали только, по сути, себестоимость. Если говорить о какой либо марже, то сами понимаете, цифры для многих будут совсем не радостными.
В процессе печати:
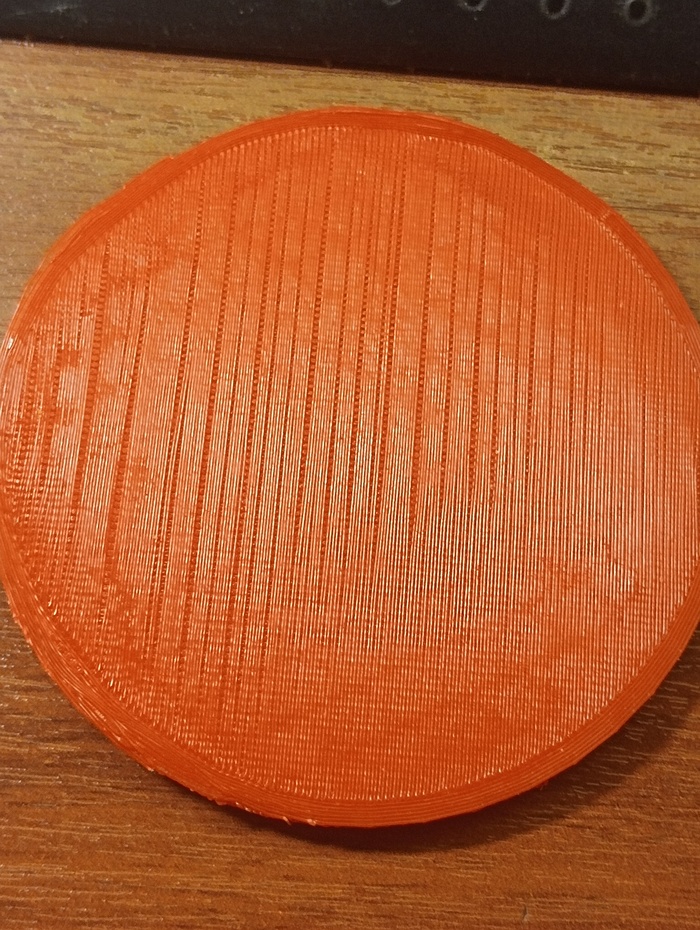
Готово:

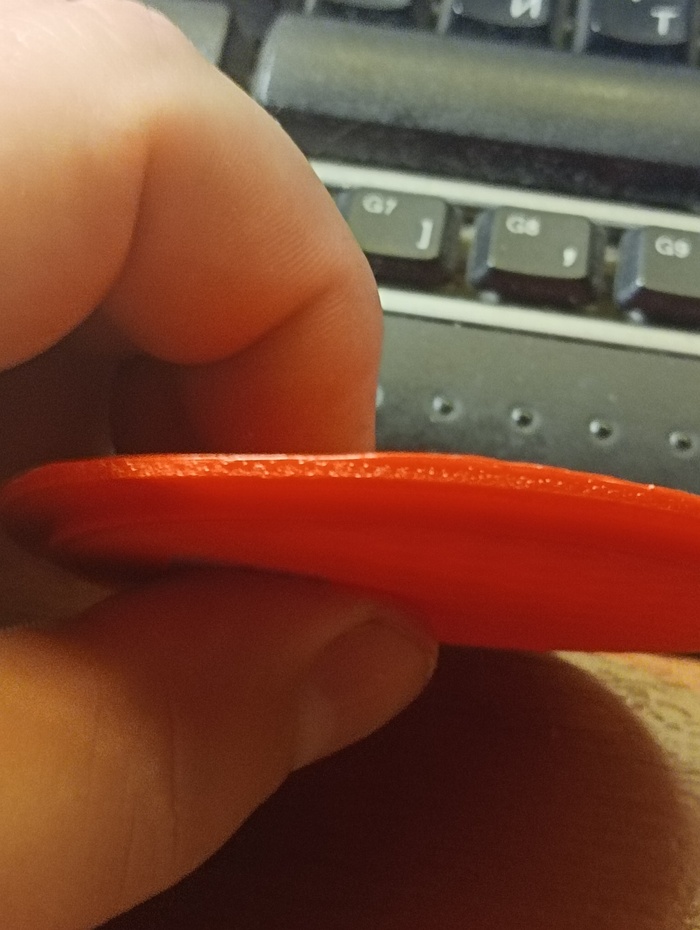
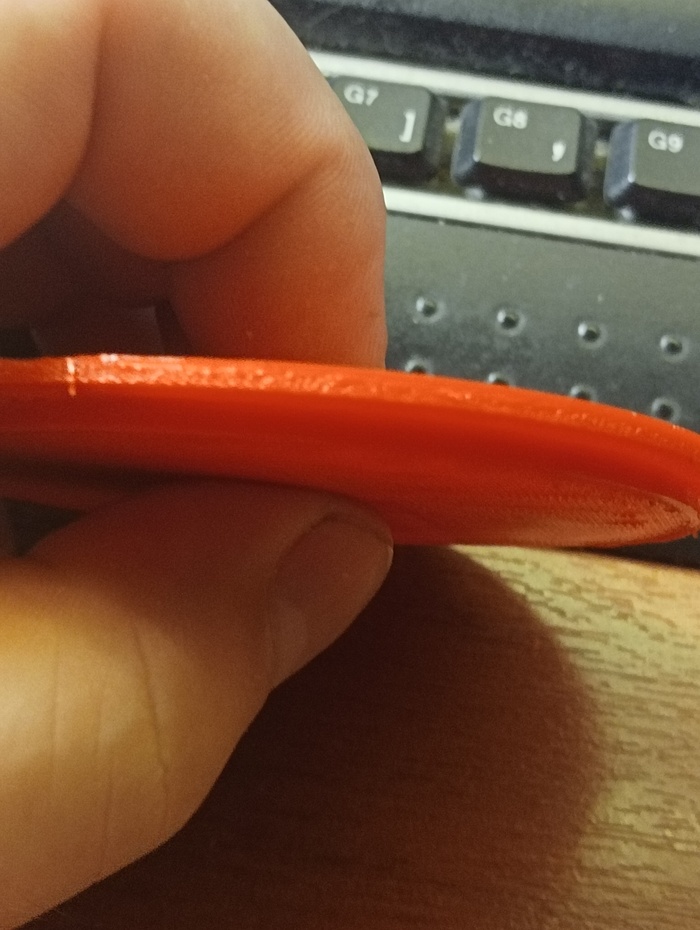
На детали виден брак, то что ТС назвал "лодочка". Печатал для себя, поэтому перепечатывать не стану.

Ну и собственно для чего это было затеяно:

Приобрел Aquila X2 собрал протестировал с карты все нормально.
Подрубил к ноуту с которого на Anet печатаю и вот начались проблемы на печать уходит и через секунд 20-40 останавливается.
Принтер не зависает если нажать паузу и продолжить все повторяется 20 сек. печати и стоп.
Перепробовал кучу кабелей micro USB от метрового до 15 см, порты на ноуте пробовал менять, так же скорость порта.
Даже такой вариант https://community.octoprint.org/t/put-tape-on-the-5v-pin-why...
с усб провернул.
Итог одинаковый.
Печатал в основном из Cura 4.8, 4.9.1, попробовал Repetier-Host – безтолку.
VoxelMaker вообще не отправляет на печать хотя порт видит и конектится.
Джентельмены и техноледи,
Возник тут вопрос, где можно в интернете найти stl/obj для лего?
Насколько я знаю thingaverse сильно потер файлы, в интренете можно найти одиночные файлы и чаще всего за денежку.
Может кто знает где сейчас искать модельки (оружие, прически и прочее)
Всем добра
Добрый день!
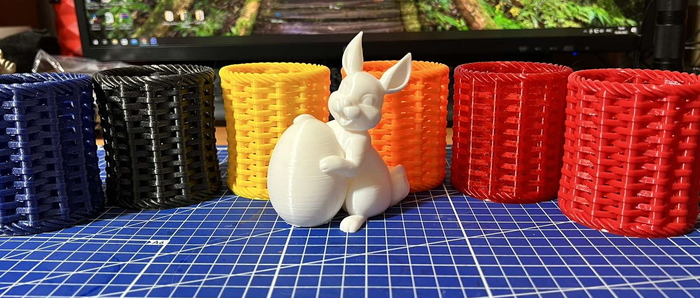
Сегодня продолжаю публиковать обзор отпечатков обычных пластиков от Eryone.
Сегодня рассмотрим несколько цветов PETG.
Линейка PETG пластика у Eryone делится на три категории:
· Моноцвета
· Прозрачные
· Гэлакси (с добавлением глиттера)
Все отпечатки делал одним и тем же g-cod файлом. Отпечатки получились идентичными что говорит о стабильности рецепта и используемого материала при производстве среди разных серий PETG. Поставляется в пластиковых катушках которые подходят для любой сушилки пластика. Печатал с катушек без предварительной сушки.
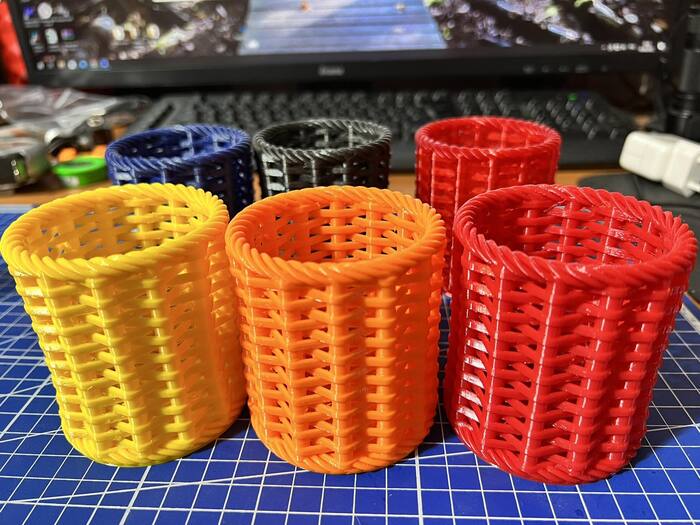
Моноцвета имеют хороший насыщенный цвет, печатаются на 230 градусах. Ретракт на боудене я выставил 6.5/25. На скоростях выше 50 начинает сильно волосить. Не очень любит обдув. Лучший результат я получил на скорости 40мм и обдуве 10%.

Прозрачный цвет у Eryone имеет насыщенный «леденцовый» оттенок. Он совсем не похож на кислотные пластики от Советова. В печати он ведёт себя точно так же, как и просто цветной.

А вот серия Гэлакси очень хорошо печаталась в тех же параметрах, но при скорости 60мм. Да было немного ниток, но они легко убираются руками или феном. Отпечаток имеет глянцевый однотонный цвет пластика с вкраплениями блёсточек. Фракция у присадки очень мелкая, сопло не забивает.
Так же отпечатал зайку из белого PETG, по заказу, с применением древовидных поддержек с отступом от поверхности модели в 0,1мм. Поддержки припеклись хорошо, теперь только ошкуривать. Межслойка на 230 градусов хорошая.
В целом пластик вполне годен для домашнего использования. Не подходит для больших скоростей, хотя тут я еще поиграюсь если зайдут заказы. Что бы убрать сопли на скорости, я пытался увеличить ретракт с 6 до 8 но словил пробку и забил до поры до времени.
+ насыщенные цвета
+ универсальные настройки под всю линейку PETG
+ не воняет
- на боудене не печатает на большой скорости
Немного не в тему, но хочу рассказать, что Eryone сейчас рекламирует свою смолу из серий стандарт и абс-лайк и продает литр смолы за 750руб. Акция для подписчиков ВК, так что если кому интересно то приобретайте. Объёмы смолы в одни руки ограничены. Ну и цвета не самые популярные.
Так же, после моего обзора сушилок, который я выпускал в конце августа, Eryone запустили акцию - купи сушилку и получи недосушилку (та что без электроники) в подарок. )))
Принтер Ender 3 pro. Сопло 0.4, высота слоя 0,2 , ширина линии 0,4. Для модели на фото температура 250 градусов сопло ( 249 реальное мерил термопарой от цифрового вольтметра) стол 100 градусов обдув 15% ( про обдув так рекомендует производитель пластика) . На столе 3д клей. Модель отрывается, на первых слоях на стенках волдыри и наросты, причем потом волдыри уходят. Побывал температуру сопла уменьшать 240-235-230 не помогует. Печатал с каймой не сильно но помогает. Уменьшал поток до 95 % получаются шели, но уходят волдыри. Еще при печати более высоких моделей получаются очень хрупкими он надавливания просто расходятся по слоям. Подскажите куда копать. Просто это первый ABS пластик раньше печатал ток PETG. Катушку сушил 6 часов в духовке при температуре 60 градусов. Стол калибровал с бумажкой перед печатью.

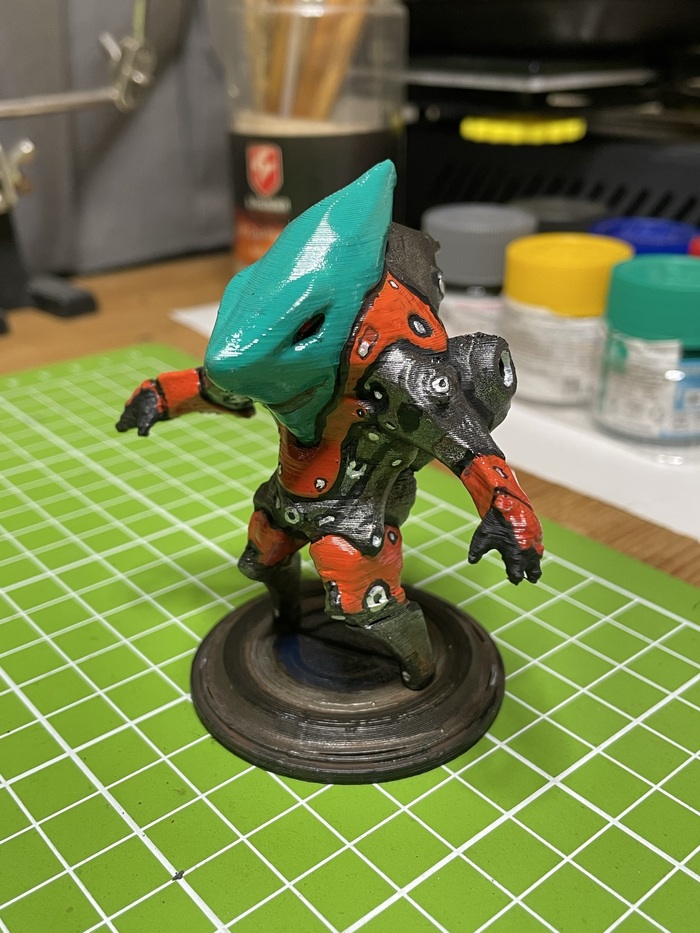
Как-то появилось время и настроение, воспользовался моментом и сделал в качестве разминки такую фигурку. На всё про всё ушло пару вечеров + время на печать.
Моделировал и красил в NomadSculpt.
Слайсил в Cura
Пробную печать делал на Kingroon KP3s початком PLA eSun.
Грунт акриловый, 2 слоя.
Краски акриловые MrHobby.

Первая итерация модели, быстроскульпт


Пробный покрас модели в NomadSculpt

Напечатанная тест-модель в размере.

Хорошо видны «полосы», их можно было бы убрать «заполняющим» грунтом, но я финал планирую печатать на фотополимернике, так что просто забил.

База и покрашенная модель в сборе.
Сделал для прикидки больше, да и руки чесались.
Сейчас переделываю модель, ставлю в позу и готовлю к печати на фотополимернике.
По готовности выложу в открытый доступ на thingverse.
Доброго дня всем.
Подскажите пожалуйста, есть ли возможность заменить на этом принтере материнку с 8ми битной на 32? Говорят там безшумные драйверы. Я нашел на Алиэкспресс, вроде и цена вменяемая.