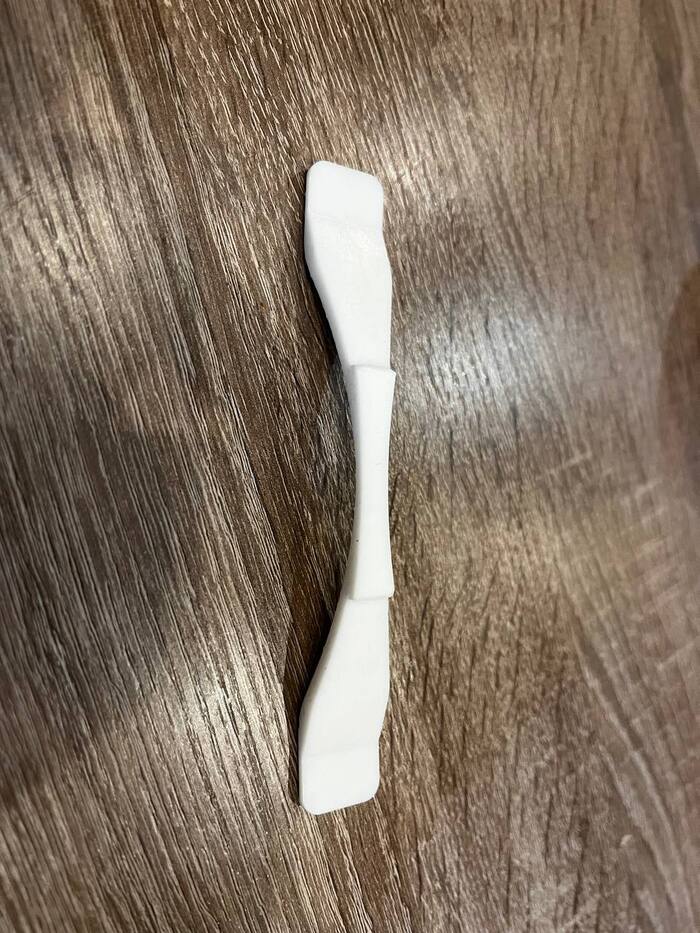
Добрый день! Приобрел sla принтер Anycubic Photon Mono M5S Pro 14K. Тестовые распечатки, распечатки с thingiverse получаются хорошо. Но потребовалось распечатать ручку для шкафчика. Замоделил в fusion 360, в слайсере все отображается хорошо. Слайсил в Аnycubic photon workshop. При печати получил вот такой артефакт. Подскажите, в чем может быть проблема?
У ювелиров много скепсиса по поводу ювелирного литья по выжигаемым напечатанным фотополимерным моделям. Есть конечно фавориты технологии, такие как Solid Scape, и все бы хорошо, если бы не ценник (1.5 млн принтер, от 45к за кг смолы). Есть Envision (900/50к). Притом не берем в расчет доступность всего этого в наше время перемен.
Есть настольные фотополимерные принтеры в цене 50-200 тыс, на которых можно получить приемлемую печать, но с выжигаемой смолой столько же мнений, сколько и видов этой смолы. Очень заманчиво на относительно недорогом оборудовании получить чистую отливку, но...
У кого то получается, у кого то нет, на одном и том же оборудовании и по схожим инструкциям. То есть - 20% успеха принтер, 40% успеха полимер, 40% - литейщик. Получить какую то информацию у тех, у кого получается, достаточно сложно. Проф секреты, наверное. Публикуем опыт, переданный нам одним ювелиром, который не против им поделиться.
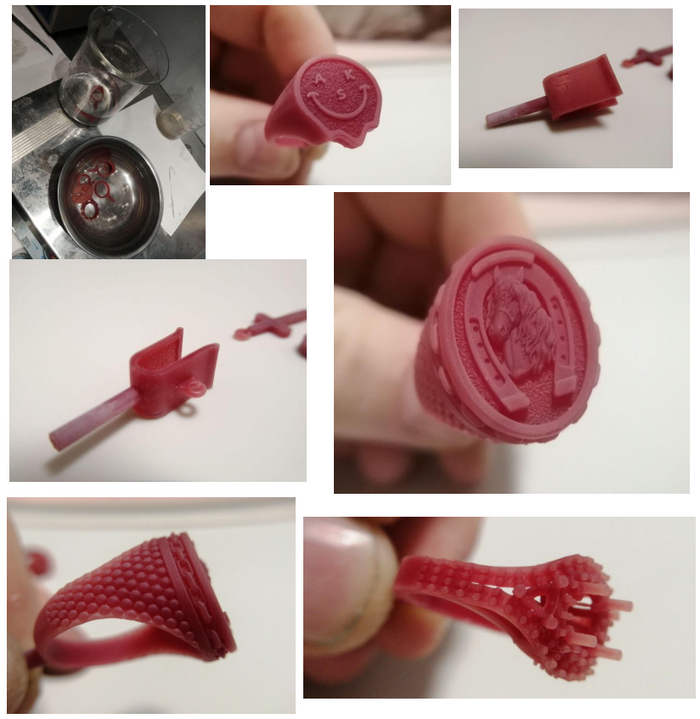
Фотополимер Hardlight Jewelry WAX
Принтер Anycubic Photon Ultra DLP
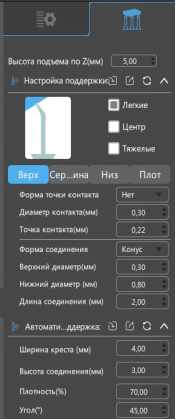
Настройки поддержек: Поддержки ставим в программе ChiTuBox, там лучше алгоритм расстановки и настройки самих под-держек. После расстановки поддержек экс-портируем в STL и загружаем в слайсер Photon Workshop (функционал поддержек там слабоват).
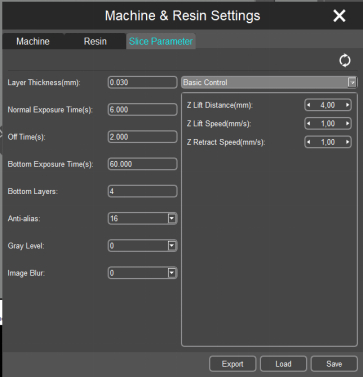
Настройки печати в Photon Workshop
По печати особых замечаний нет. Полимер не любит высоких скоростей отрыва-ретракта. Обязательна пауза перед засветкой слоя после ретракта.
Дальше - пост обработка. От нее зависит половина дальнейшего успеха.
Снятие с платформы
Первая отмывка в грязном спирте. 1-2 минуты
Отмывка в чистом спирте. 1-2 минуты
Сушка (обдувка): я обдуваю с компрессора, но данную операцию можно делать медицинской клизмой. Задача убрать все блестящие пятна. Модель должна быть матовой. Все блестящее это либо спирт, либо остатки не засвеченного полимера. Если остаются следы - в спирт
Удаление поддержек: я удаляю их руками, так как мелкая точка контакта легко отламывается, создавая “пенек”. Некоторые труднодоступные поддержки убираю скальпелем. Пеньки потом убираем наждачкой или сатином.
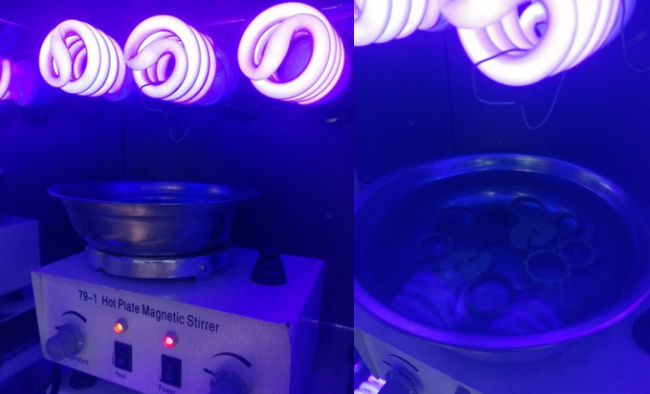
Модели вывариваются в воде с температурой 80-85 градусов, 2 часа. В конце операции модель должна “побледнеть”. Вываривание происходит совместно перемешиванием и засветкой под ультрафиолетом.
Отмывка после вываривания! С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
Литье тестировалось в разных литейных мастерских. Результаты разные, но стабильные. Данные настройки нужно брать за основу, и если нужно, то корректировать под свои процессы. Но литье данного полимера лучше лить на ПОЛИМЕРНЫХ режимах.
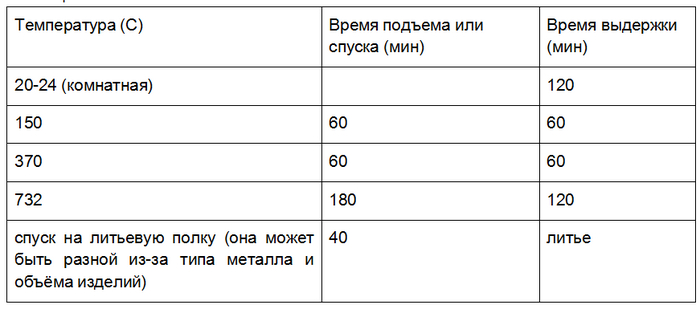
Литейщик № 1.
Форммасса PRESTIGE ORO, соотношение форммассы и воды стандартное 40:100. печь Митерм 27
Прокалочный цикл:
Данный вариант литья считается восковым. И у данного литейщика выходило стабильное качественное литье 4 раза под ряд. У другого литейщика на данных циклах литье браковалось, но у него была другая форммасса.
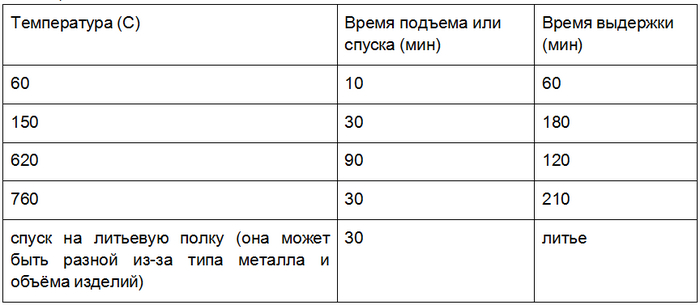
Литейщик №2.
Форммасса PRESTIGE OPTIMA, соотношение форммассы и воды стандартное 40:100, печь самодельная
Прокалочный цикл:
У этого литейщика брака не было
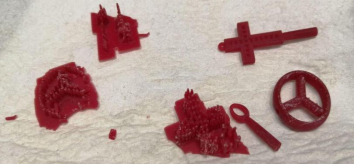
Результат после литья:
МОИ ВЫВОДЫ:
- Высокая детализация печати (у разных принтеров при разных настройках могут быть разные результаты, но «ответ» от пятна света максимально точный) - Стабильный в печати и литье
- Без сильного запаха
- Достаточно твердый, для того что бы ставить тонкие поддержки (а это очень важно)
- Относительно недорогой
Применяю лично я для ювелирки, но подойдет и для стоматологических работ.
В результате мы получаем отливку с микро обрушениями. Обрушения конечно есть, но они приемлемые. За 10 лет практики я научился их находить. И могу сказать что так бывает и на воске.
Я задумала шалость и развить печать и покрас фигурок в нечто большее. Сейчас пытаюсь воплотить это в жизнь, а пока делюсь фотками покраса главной детали — Геральта из Ривии.
Здесь я напечатала еще несколько уточек, они пригодятся позже!
Вчера опять случилось это. При движении голова может застрять на рельсе, а может ездить какое-то время без проблем. Сегодня на выключенном принтере попробовал подвигать голову и она ходит рывками. Проблема была до этого. Я подумал, что проблема в малом кол-ве смазки. Снял с рельсы блок с шариками, смазал, но еще тогда удивился. Как я понял смысл конструкции в том, что шарики закольцованы в блоке и перекатываются по кругу.
Но что меня удивило и показалось неправильным это то, что шариков на столько мало, что их можно все загнать в корпус и тогда снаружи их нет, упора на рельсу нет. Может быть поэтому у меня голова рывками и ездит?
ПС. Я понимаю создаю много тем, но я в тему только въезжаю и поэтому есть моменты которые непонятны. Спасибо за понимание