

ANYCUBIC Photon M3 Max
Купил к нему ABS-like resin v2
Подскажите пожалуйста, у кого есть опыт работы с ней и какие оптимальные настройки?
Купил к нему ABS-like resin v2
Подскажите пожалуйста, у кого есть опыт работы с ней и какие оптимальные настройки?
Замоделить целую армию не так просто.










Сгорела плата, может есть у кого на продажу
Эту линейку модели GW забанили, остались они мне на память в виде фотографий художников по покрасу.
Формат 10мм, игровая система Warmaster.







Несмотря на то, что студенческие годы далеко позади, электрогитара и увлечение музыкой остались в моей жизни как хобби. А инженерный бэкграунд и неугасаемое любопытство привели к тому, что несколько месяцев назад я увлёкся темой изготовления звукоснимателей и начал погружаться в этот удивительный мир, изучая и конспектируя литературу. Но теория должна подкрепляться практикой, поэтому в какой-то момент мне понадобился намоточный станок и я решил его изготовить самостоятельно. В наличии имеется 3d-принтер, в Компас 3D работать немного умею и с Arduino факультативно знаком, а вот с ТММ (Теория Машин и Механизмов) уже всё гораздо печальнее, но это не повод сдаваться!
Данная статья именно про изготовление намоточного станка, но так как планируется мотать катушки звукоснимателей для электрогитары, то придётся учитывать определённую специфику при его проектировании.
Для начала разберёмся с типами намотки, их всего 2:
Ручная намотка - двигатель вращает катушку, а оператор контролирует натяжение и укладку провода (провод скользит между пальцев). Повторяемость характеристик при таком методе намотки остаётся весьма условной и зависит от опыта оператора. Отсюда и легенды про гипотетическую "бабу Зину с Фендера", которая в 60-х мотала датчики с "тем самым" звуком :) В наше время, звукосниматели намотанные вручную, называют "бутиковые" - звучит солидно, хоть и сомнительно.
Автоматическая намотка - шаг намотки, натяжение, скорость, паттерн укладки - всё контролируется высокоточным станком с ЧПУ. Тут уже не забалуешь, поэтому повторяемость характеристик остаётся высокой, что на мой взгляд является несомненным преимуществом.
Оба типа намотки остаются сегодня востребованы, но станок для ручной намотки значительно проще по своей конструкции, поэтому я решил двигаться от простого к сложному и остановился на первом варианте. Но от идеи создания станка для автоматической намотки я не отказываюсь - некоторые наработки имеются.
Теперь про толщину провода - он очень тонкий. Например если взять тот же AWG 42, то диаметр медной жилы составит всего 0,0635 мм. Мотать такой провод нужно очень осторожно - лишние нагрузки могут привести к его растяжению или обрыву, а ни того, ни другого мне не надо.
Первый вариант намоточного станка оказался не очень удачным, так как я несколько спешил - уж очень хотелось послушать как звучит "бутиковый" звукосниматель :D
Однако этот прототип очень наглядно продемонстрировал все возможные проблемы и после их устранения мне удалось добиться нужного качества намотки, поэтому я считаю чрезвычайно важным его продемонстрировать.
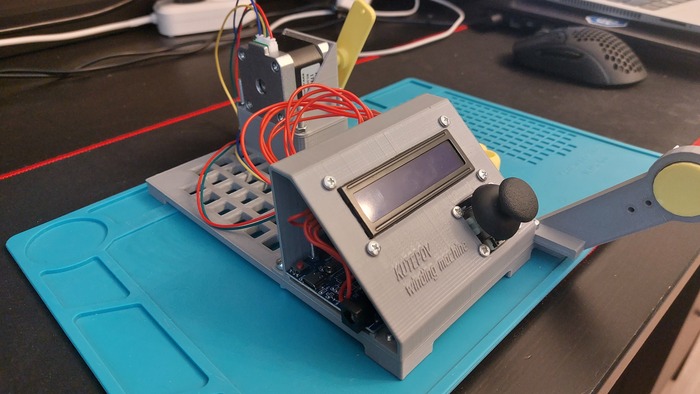
Началось всё со сборки макета и написания к нему скетча:
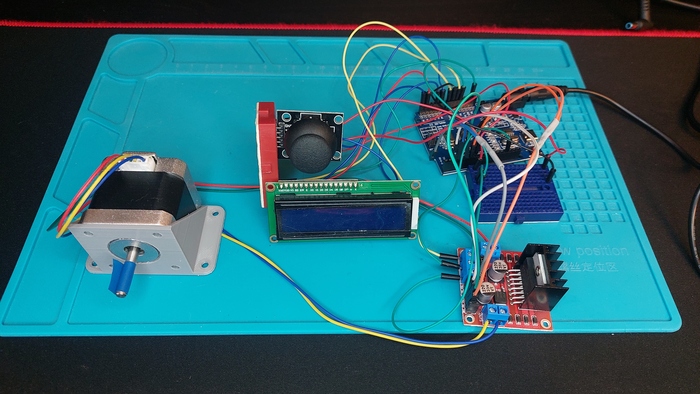
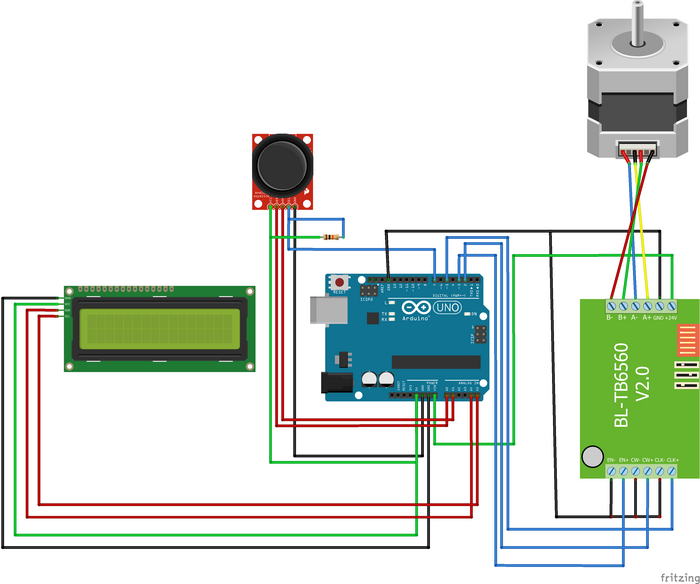
За основу я взял Arduino UNO (точнее плату c Aliexpress, внешне напоминающую Arduino UNO), так же заказал джойстик и дисплей 1602 + I2C, чтобы задействовать минимум пинов на плате.
Чтобы было удобно задавать точное число витков, я решил использовать биполярный шаговый двигатель HANPOSE 17HS4401 в форм-факторе Nema 17. Двигатель реально классный, одно удовольствие с ним работать! А вот с драйвером я промахнулся и вначале поставил L298N. Он достаточно быстро нагревается и двигатель начинает пропускать шаги - это уже выяснилось в процессе намотки первых образцов. В последствии я поставил драйвер TB6560, который отлично справляется со своей задачей.
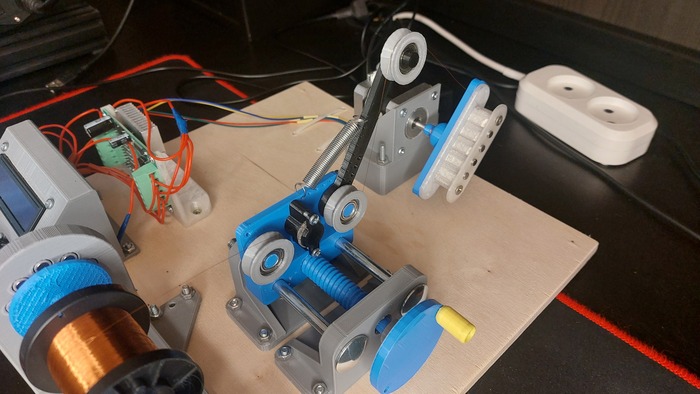
Далее в Компас 3D я спроектировал первые детали станка, в том числе корпус и основание и распечатал, после чего начал сборку:
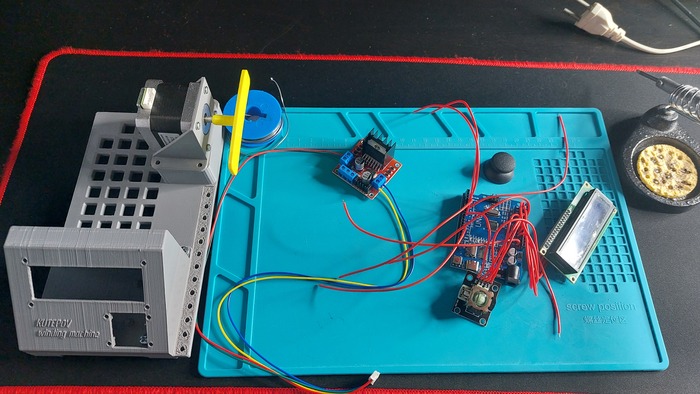
Само основание сделано так, что можно добавлять разные модули - это очень помогло обкатать некоторые конструктивные решения, затем улучшить их. А вот корпус блока управления нужно было сделать разборным - поместить туда всю электронику и закрутить гайки - было отдельным квестом. На фото ниже частично собранный станок:
Далее был допечатан укладчик и проведены первые испытания:
Теперь я расскажу о проблемах данного решения:
Начну с программного обеспечения - для управления шаговым двигателем первоначально я использовал стандартную библиотеку Stepper. К сожалению она не сильно гибкая в настройках и подходит только для самых простых случаев. Например двигатель запускался сразу с заданной скоростью без ускорения, что создавало в моменте высокую нагрузку на провод и он просто рвался. В итоговом скетче, который будет ниже, использована другая библиотека - AccelStepper.
На укладчике нет ни демпфера, ни натяжителя - предполагалось что я буду слегка притормаживать бобину рукой, но это оказалось плохим решением. Можно было просто выкинуть укладчик из конструкции и укладывать провод пальцами, но мне захотелось чтобы натяжение контролировалось именно станком - таким образом можно было бы свести к минимуму обрывы провода.
С держателем бобины тоже не всё гладко - бобина раскручивалась по инерции и провод путался, а если её притормаживать рукой, то через некоторое время происходил обрыв от малейшего неосторожного движения. Появилась задача придумать очень деликатный тормоз бобины: провод должен сходить максимально легко, при этом бобина не должна раскручиваться по инерции и путать провод.
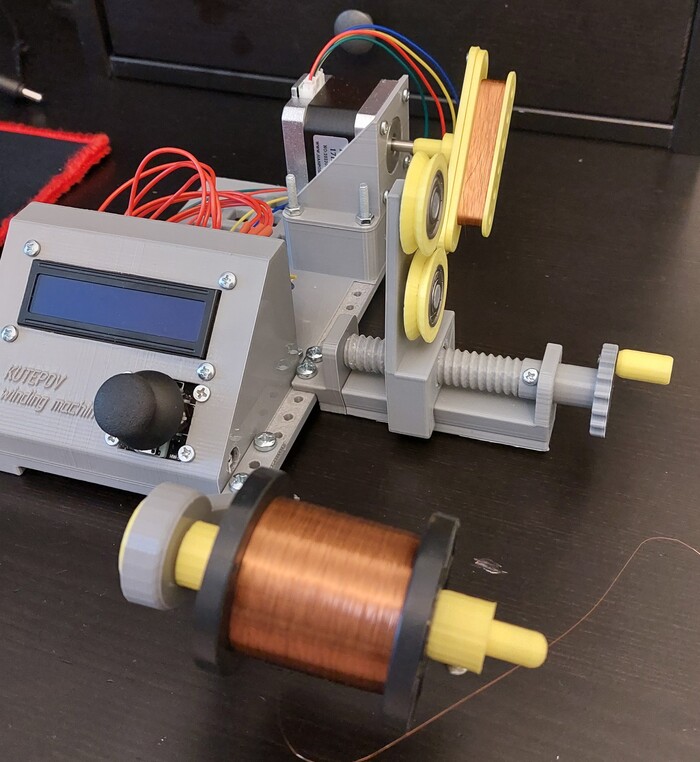
Я распечатал совершенно новый держатель бобины:
Здесь уже 2 точки опоры вала и запроектирован магнитный тормоз на небольших неодимовых магнитах (5х2 мм). Усилие можно регулировать как количеством магнитов на тормозном диске, так и расстоянием между магнитами, которое регулируется на держателе. Готовый держатель бобины выглядит так:
На держателе по кругу расположены 10 магнитов и ещё буквально по паре магнитов на тормозных дисках с 2-х сторон, на мой взгляд этого достаточно для создания оптимального усилия - тут главное не переборщить. Вал с катушкой установлен на подшипники 608ZZ, таким образом вращение достаточно свободное, чтобы легко сходил провод, но при этом магниты не дают бобине раскручиваться по инерции.
Далее настала очередь укладчика - нужно было сделать конструкцию более жёсткой, добавить демпфер и регулируемый натяжитель провода. Демпфер нужен для компенсации дополнительной нагрузки на провод, которая возникает из-за вытянутой формы катушки.
Кроме этого, был случайно проведён незапланированный краш-тест станка, в результате чего уцелели не только лишь все детали. Пришлось в качестве основания взять лист фанеры размером 30х30 см. и смонтировать всё заново.
Вот так выглядит обновлённый укладчик:
Конструкция стала более жёсткой, люфты ушли. Вместо прецизионных валов я использовал гладкие мебельные болты DIN603 (8х100 мм) из Леруа Мерлен - по ним прекрасно скользит укладчик. Для станка с автоматической намоткой такой номер не пройдёт - там очень важна точность, а для ручной намотки такое решение очень даже подходит.
В качестве демпфера выступает журавль на пружине и ограничителем хода. Основание журавля установлено на подшипник 688ZZ, чтобы избежать лишних люфтов. Те же подшипники используются в роликах. А вал червячного механизма уже на подшипниках 608ZZ.
В качестве натяжителя выступает конструкция, которая зажимает проволоку между двумя войлочными дисками - это довольно распространённое решение и тоже показывает себя хорошо на практике. Винтами можно регулировать силу натяжения провода, от которой в конечном итоге зависит и качество намотки, и характеристики катушки. Для станка с автоматической намоткой натяжение необходимо ещё и измерять, чтобы можно было точно отрегулировать станок.
На заднем плане виден новый драйвер шагового двигателя - TB6560, про который я рассказывал ранее. Он хорошо справляется со своей задачей и не перегревается при долгой работе + в нем присутствует масса настроек (ограничение тока, делитель шагов). Такой драйвер можно использовать и для станка с автонамоткой.
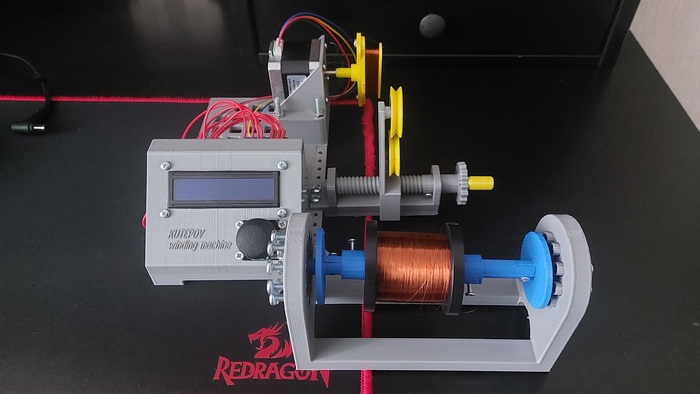
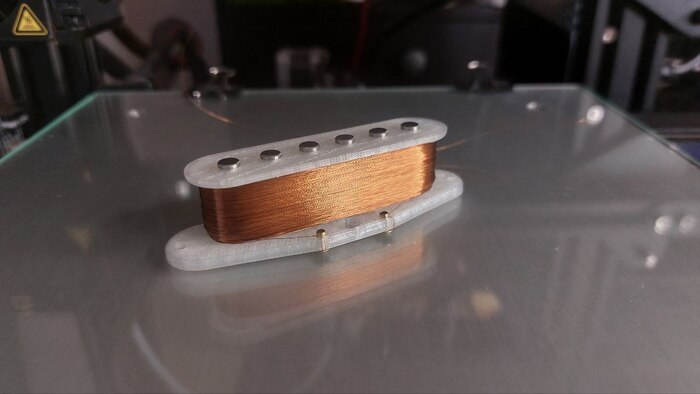
Так выглядит готовый станок целиком. На этом фото уже намотана первая тысяча витков на катушку звукоснимателя:
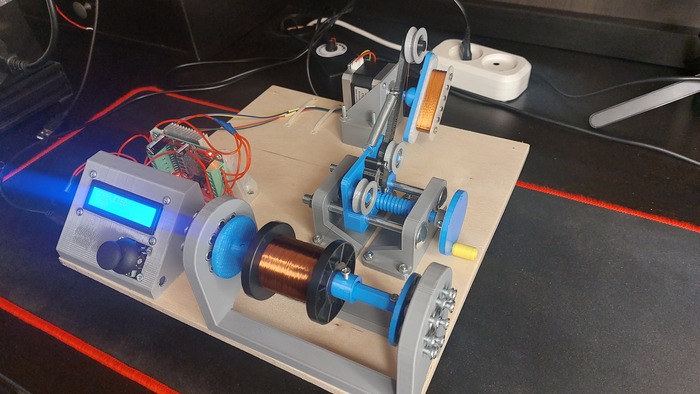
Впечатления от станка у меня положительные, работать укладчиком вполне удобно, провод пока ни разу не порвался в процессе намотки и натяжение провода постоянное. Все проблемы первой версии исправлены и появились наработки для того, чтобы в будущем сделать станок уже с автонамоткой. Но, как я уже писал, для автонамотки требования к станку значительно выше и конструктивные решения будут совсем другими, иначе не получится выдержать точный шаг и укладка провода будет идти плохо.
Общая схема электронной начинки станка выглядит так:
Ну и конечно же сам скетч: https://github.com/AlexeyKutepov/winding-machine/blob/main/winder.ino
В меню станка есть 2 настройки: число витков и скорость намотки. Запуск двигателя происходит плавно с ускорением, а остановка с замедлением, что исключает возникновение ударной нагрузки на провод. После того, как заданное число витков намотано - двигатель останавливается, а намотанное количество запоминается - это позволяет мотать катушку в несколько этапов и по завершении каждой итерации на экране будет высвечиваться точное число намотанных витков на катушке.
Метод runToPosition() является блокирующим, так что подсчёта витков в режиме реального времени нет. Данный метод не рекомендуется вызывать в цикле, как сделано у меня - в библиотеке AccelStepper есть асинхронные методы, которые предназначены для вызова в цикле, но нужно обеспечить при этом быструю работу самого цикла. В моём случае такой возможности нет, так как та же операция обновления экрана не очень быстрая, а ещё нужно проверять состояние кнопок с поправкой на дребезг контактов. Можно добавить ещё одну плату Arduino только для управления двигателем и обеспечить уже там быстрый цикл, а первую плату оставить на пользовательский интерфейс и настроить обмен информацией между ними, тогда должно получится отображать число намотанных витков уже в процессе намотки без ущерба скорости вращения двигателя, но в данном станке такую доработку выполнять я не планирую.
С помощью данного намоточного станка я успешно изготовил первые образцы звукоснимателей и теперь они проходят испытания:
Он же в одной из моих электрогитар:

Про сами звукосниматели рассказывать пока рано - ещё предстоит много экспериментов, измерений и доведений до ума. Но если будет интересно, в будущем напишу статью и на эту тему.
Все необходимые stl-файлы я выложил в общий доступ, может кому-то пригодится: https://www.thingiverse.com/thing:6547604
Список дополнительных компонентов:
Винты разной длины М3 и М4.
Болт мебельный DIN603 с гайкой 8х100 мм, 2 шт.
Подшипники: 608ZZ - 4 шт., 688ZZ - 4 шт.
Пружина растяжения (подобрать по длине и усилию)
Неодимовые магниты 5х2 мм (20 штук на держателе катушки, и 1-2 штуки на тормозных дисках, ставить по одному и проверять усилие вращения катушки)
Arduino UNO
LCD 1602 + i2c
Джойстик для Arduino
Драйвер шагового двигателя TB6560.
Шаговый двигатель биполярный 17HS4401 (Nema 17)
Фанера 30х30.
Мебельные войлочные диски диаметром 15мм, для натяжителя - 2 шт.
Скетч доступен на GitHub: https://github.com/AlexeyKutepov/winding-machine/blob/main/winder.ino
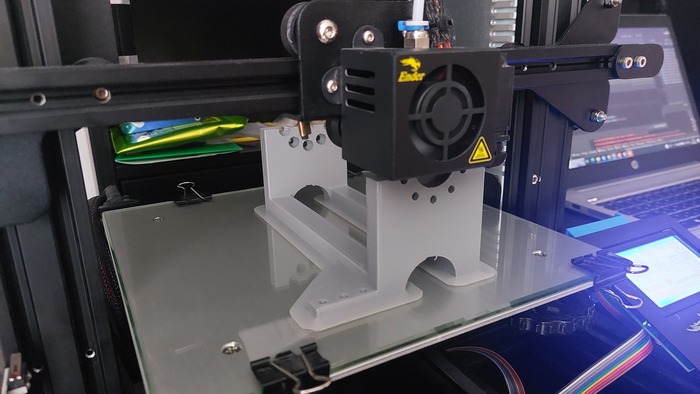
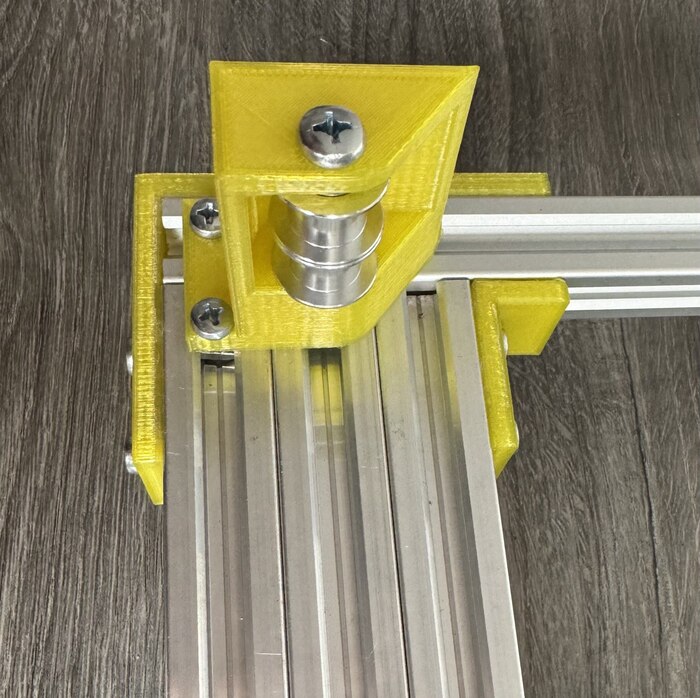
Доброго времени суток! Продолжаю постройку высокоскоростного 3D принтера. Сегодня расскажу об основных технических решениях в портале принтера. Предыдущие части по постройке: часть 1 и часть 2.
Как уже ранее было сказано, принтер строится на кинематике CoreXY с областью печати 180х180х180мм. Проекту уже перевалило за полтора года, многие решения пересматривались, узлы и детали переделывались, да и сейчас некоторые моменты дорабатываются, к примеру каретки оси Y, они исключены из визуализации вместе с траверсой оси X, поскольку прошлая версия была под каретки для линейных направляющих типа MGN7h, но по результатам тестов этого оказалось недостаточно, в обновленной версии уже заложено место под направляющие типа MGN9h.
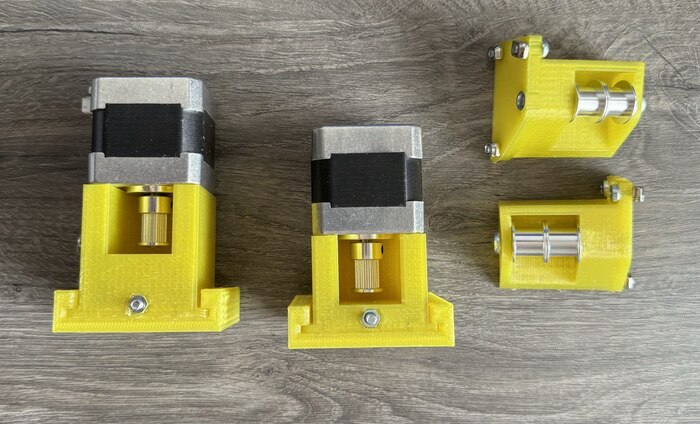
Собственно визуализация из САПР:
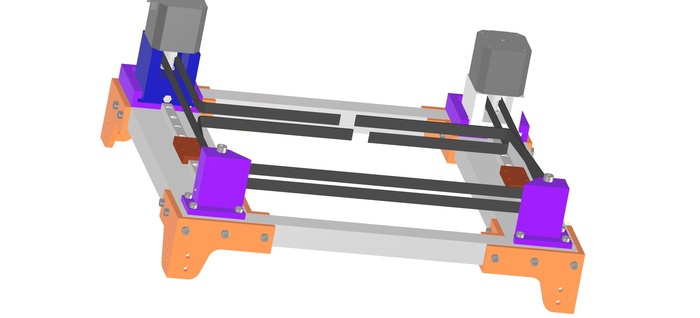
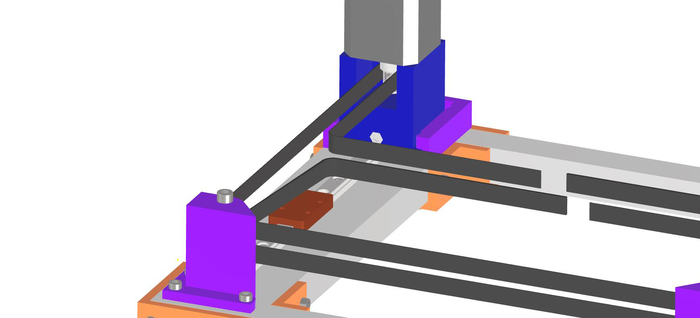
Как видно, конструкция относительно простая, в двух углах находятся стойки с обводными роликами, а в противоположных углах двигатели типа NEMA17 на подиумах (сейчас это 17HS4401, закупались как Hanpose, но по маркировке это не оригинал, хоть и приличного качества, из 10 штук 5 уже несколько лет трудятся без нареканий, хотя до тех же StepperOnline или LDO им далеко, в будущем будут заменены более мощными 17HS8401). Подиумы устанавливаются на салазки, которые жестко крепятся к основанию портала. В передней части подиумов встроена закладная гайка, в нее вкручивается длинный винт через салазки и позволяет вращением этого винта двигать подиум вместе с двигателем на 9-10 миллиметров, это нужно для качественной регулировки натяжения ремней. Ремни должны быть натянуты максимально одинаково, так как от этого напрямую зависит работоспособность кинематики CoreXY. Стойки обводных роликов просто монолитные, шкивы крепятся к закладной гайке насквозь. Ремни в конструкции типа GT2 шириной 10мм. Изначально были закуплены и установлены ремни из полиуретана со стальным кордом, но ввиду малого диаметра шкивов этот ремень при простое принтера даже в пару суток быстро принимал форму с "заломами" в районе шкивов. Заломы иногда проскакивали на шкивах и буквально за неделю тестов начал проступать корд. Теперь в конструкции используется резиновый ремень, армированный арамидным волокном (кевларом).
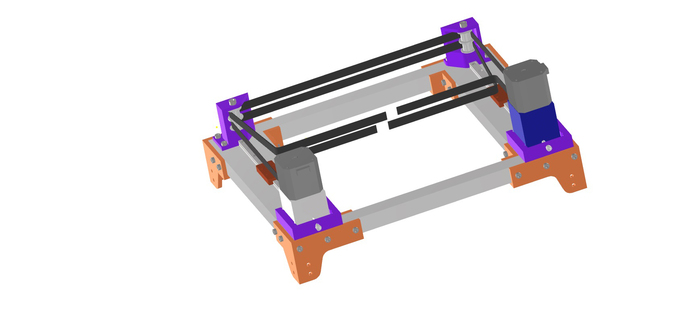
На фото только отдельные узлы, без рельс и ремней, поскольку они еще в пути, узел в сборе покажу в следующей части, как в виде модели, так и на фото, где расскажу про ось X и печатную головку.
Собственно фото узлов:
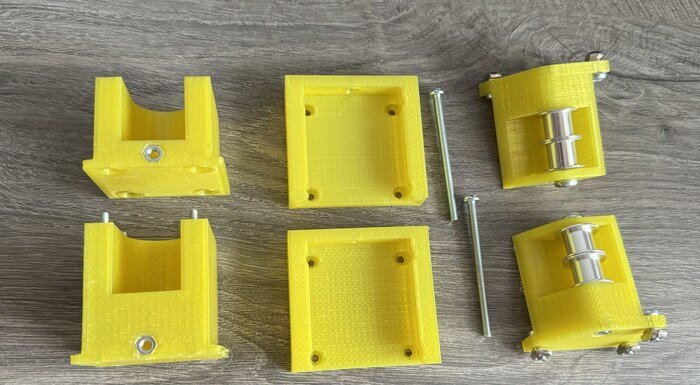
Комплект элементов привода печатающей головки
Оно же в сборе с двигателями
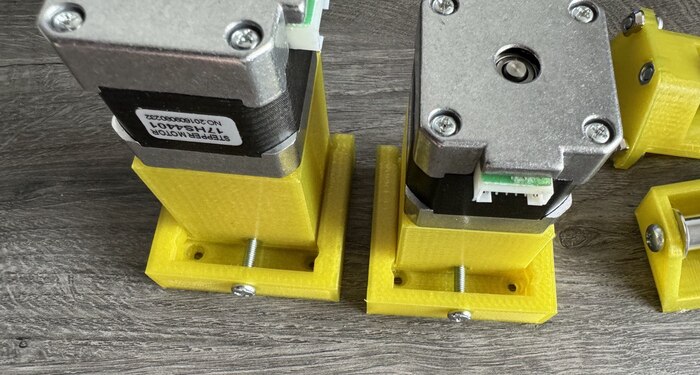
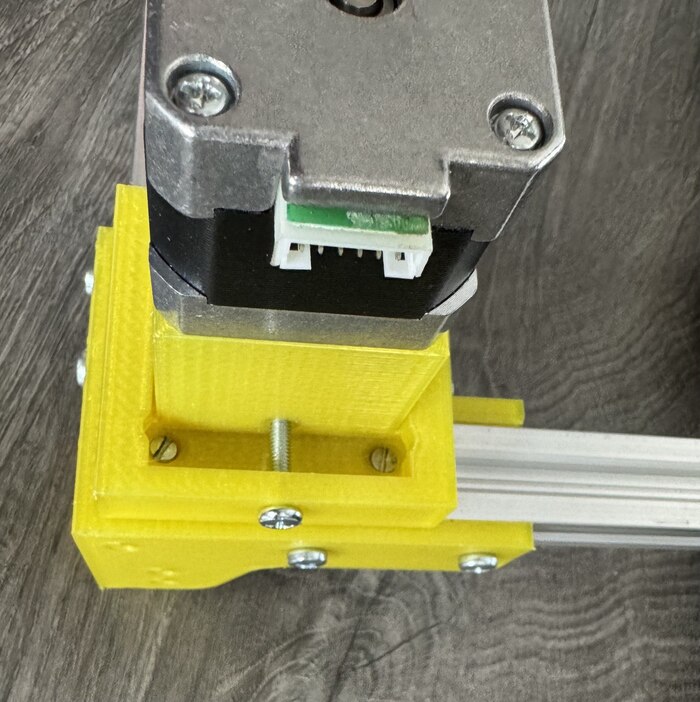
вид на регулировочные винты, диапазон регулировки около 10мм
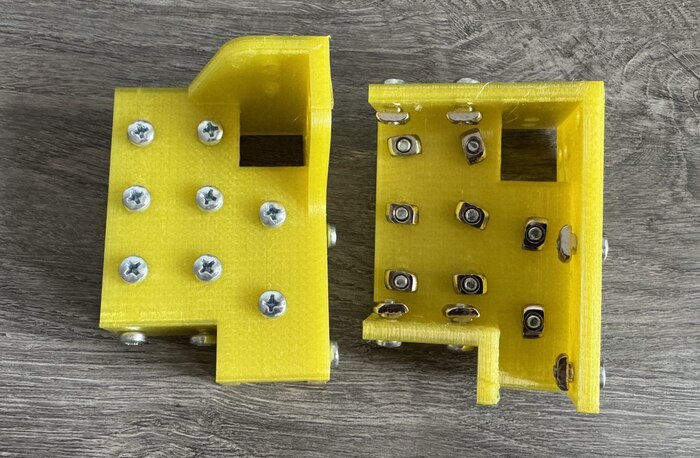
Актуальная версия соединительных уголков, конструкция не окончательная

Сразу добавлю небольшую оговорку: углы портала не окончательные, их конструкция еще изменится в сторону усиления и более аккуратной стыковки с распорками над порталом.
Параллельно думаю над названием для этого принтера, так как он все еще безымянный.
На этом на сегодня все. После тестовой сборки принтера все детали будут в свободном доступе бесплатно. Конструктивная критика приветствуется.
Всем добра!
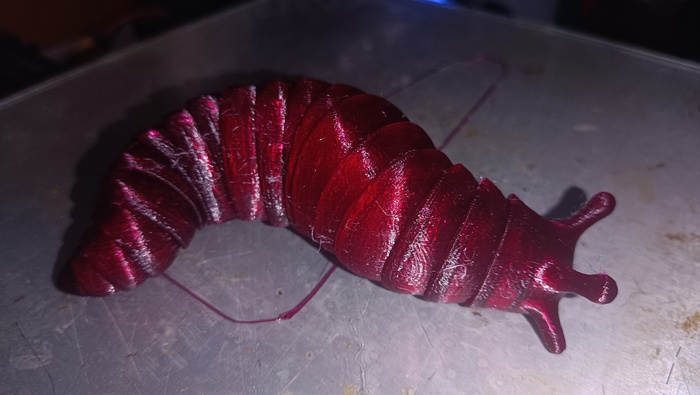
Привет, на днях ездил на велосипеде по точкам респауна пэт бутылок у себя в городе, залутал редкие малиново-красные бутылки, переработал и напечатал из них слизня, длинна 13 см






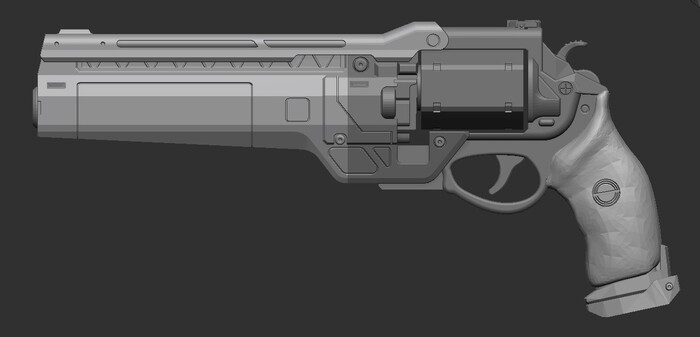
Работа на заказ Револьвера под названием Пиковый туз из игры Destiny 2.
Пиковый туз (ориг. Ace of Spades) - Экзотический револьвер. Первое появление этого оружия было в Destiny The Taken King.
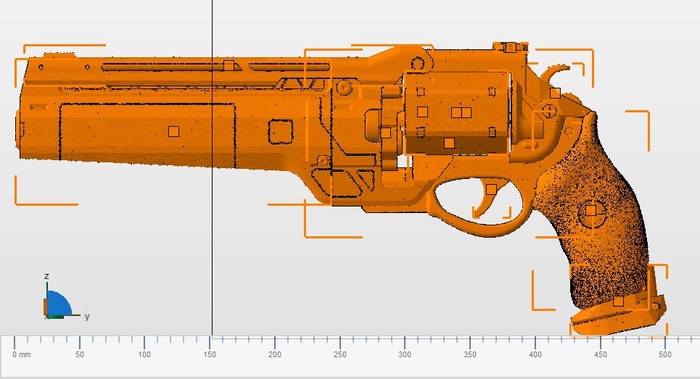
Длинна револьвера 50см на подставке из оргстекла.
Изначально я приступал к самостоятельному моделированию. Но после того как заказчик объяснил что у него особая ситуация, я стал искать модель в интернете, чтобы сэкономить время. И мне повезло я ее нашел. В файлах модели отсутствует детализация и нужно было доработать некоторые соединения, добавить новые. Потому что первоначально эта модель для FDM принтера. А я печатаю на SLA. И нужно уместить все детали на резолюции фотополимерника, так же добавить царапины и увечия на револьвер.
Модель после первоначального редактирования.

После дополнительных разделений и детализации.

Нарезка для слайсера.
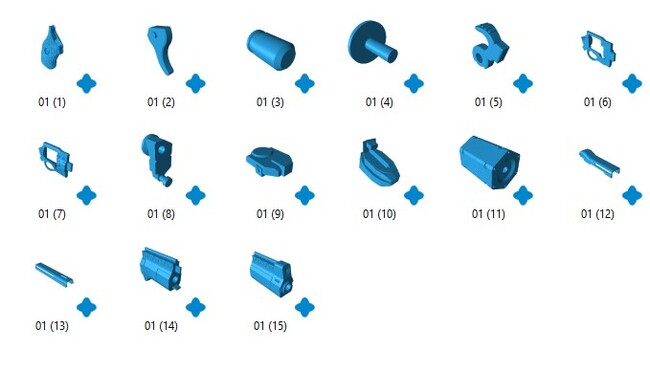
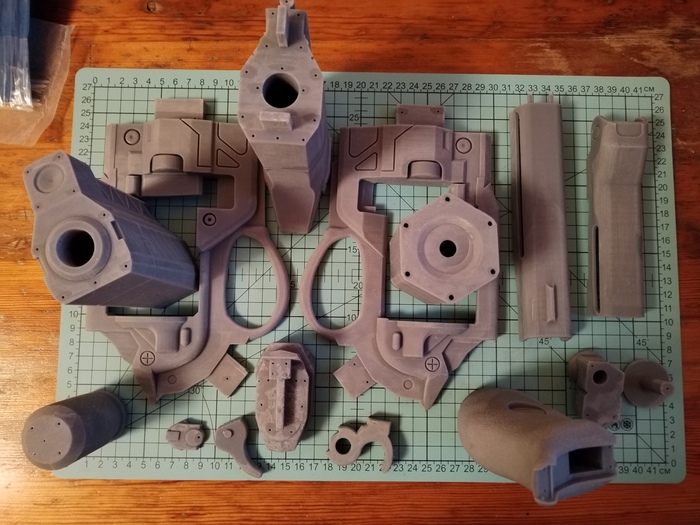
Всего вышло 15 деталей.
Установил размер в Netfabb.
Печать частей:
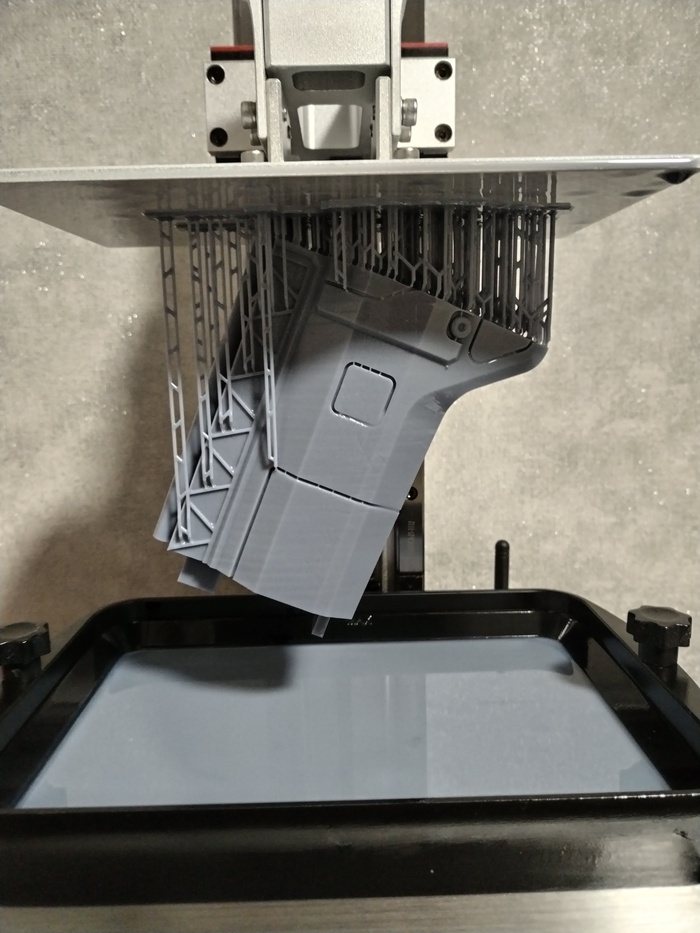


После печати нужно было провести постобработку.


У этого револьвера есть несколько вариантов скинов:




Решено было делать золотой вариант Пикового туза.
Маскирование элементов дизайна.


И вот он залакированный матовым лаком. Краски Jim Scale.
Если вы хотите заказать подобную работу, вы можете обратиться в мой телеграмм канал: t.me/Sochi3dsculpt




