Всем доброго времени суток.
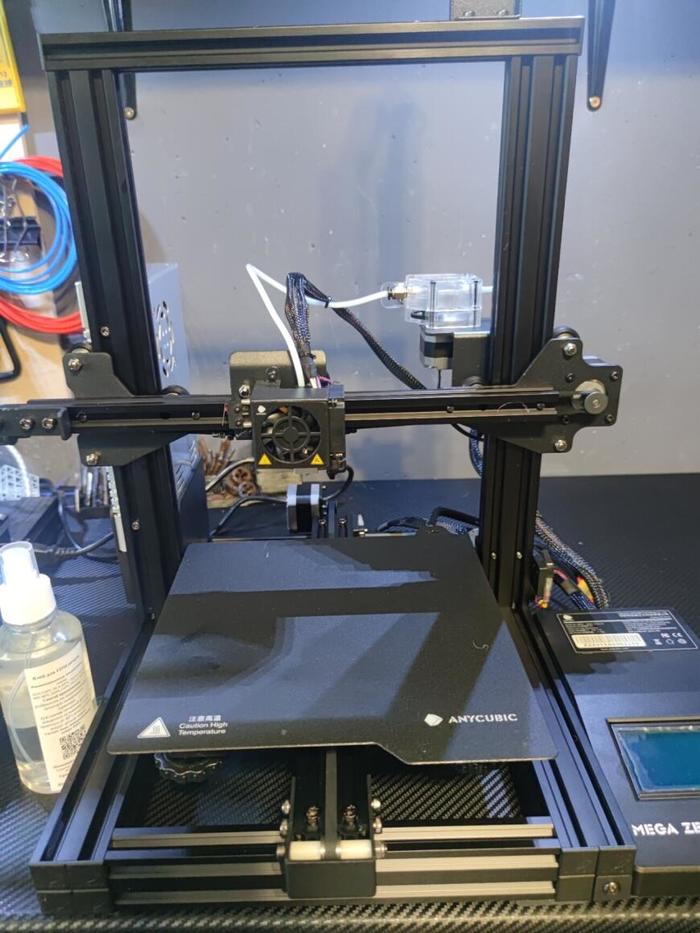
В этой статье попытаюсь рассказать об mega zero 2.0 и чем он собственно хорош. Для начала фото образца
Перечислю важные и интересные по моему мнению допы и характеристики:
1.Размер печатной области: 220 мм (Д) × 220 (Ш) × 250 мм (В)
2. Магнитная мягкая платформа (качество вполне приемлемое, месяц уже отработала)
3. Своя вариация BMG экструдера
4. Собран на 80% из коробки
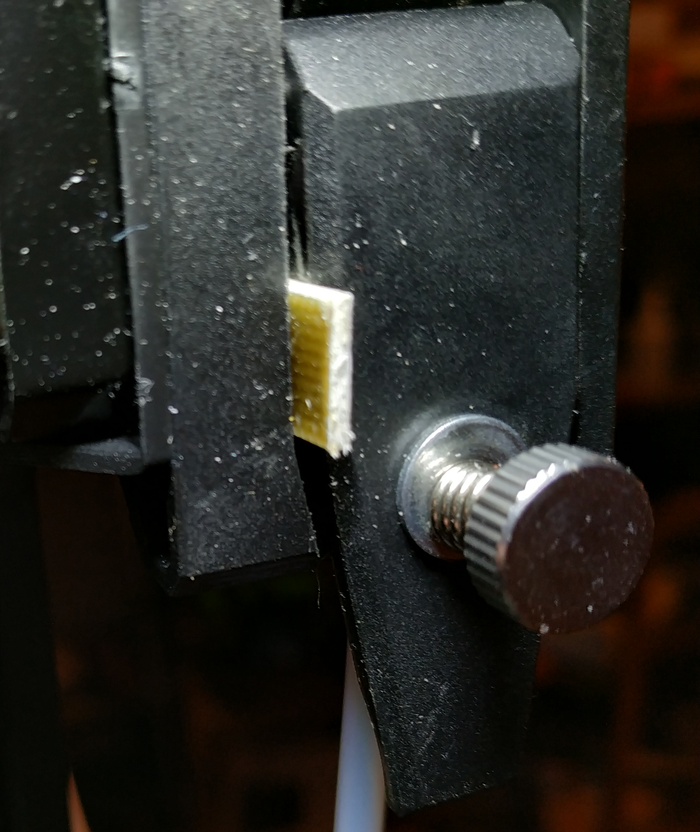
5. Натяжители на осях ху
6. Цена в 13200 (около) рублей. Ссылка офф сайта для подтверждения информации
В коробке данное дело выглядит таким образом:
Сборка заняла у меня от силы минут 30, не более. Отдельно замечу, что из коробки не были перетянуты колеса openbuilds и они не стали овальными само собой.
Пластик в комплекте идет метров 10 на пробу (куда то кинул и забыл в общем), инструменты, шестигранники, флешка, в общем все как обычно.
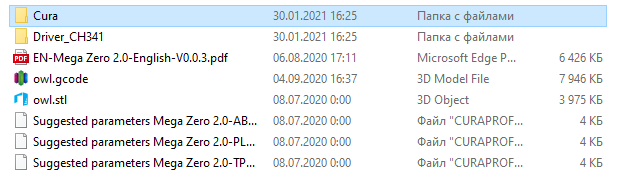
Содержание флешки: кура версии 4.2.1, драйвер ch341 (если кто не встречался, то это драйвер для определения принтера, как COM порта при подключении к ПК), модель совы на бревне, нарезанная эта же модель для печати, и профили для кура (за это в целом респект), но я ими не пользовался.
Отдельно я выделю наверное две вещи:
1. Действительно тяжелое основание ( или станина, кому как). Два боковых профиля 40х40 и передний/задний 40х20. При том что голова не тяжелая и инерции тут сильной то быть не должно, кубики все же решили сделать её увесистой.
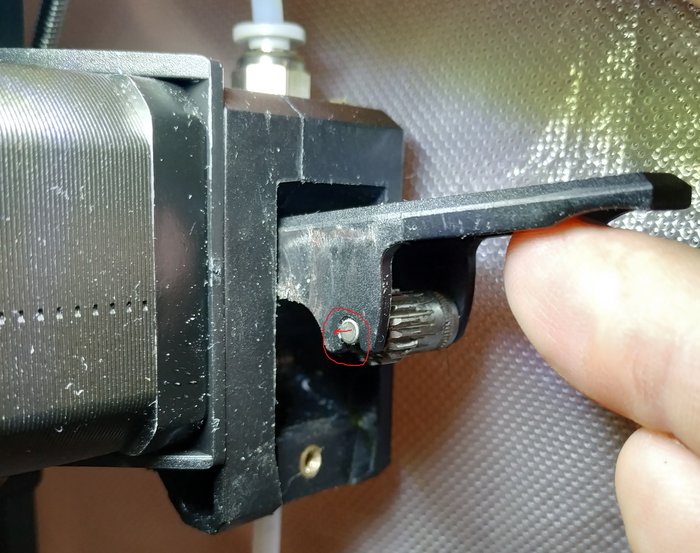
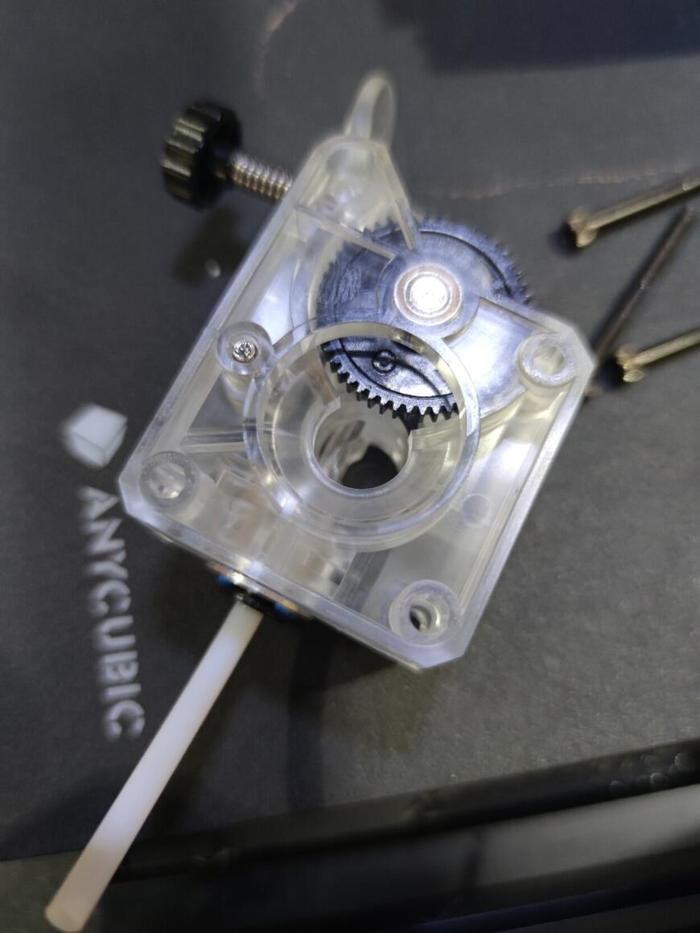
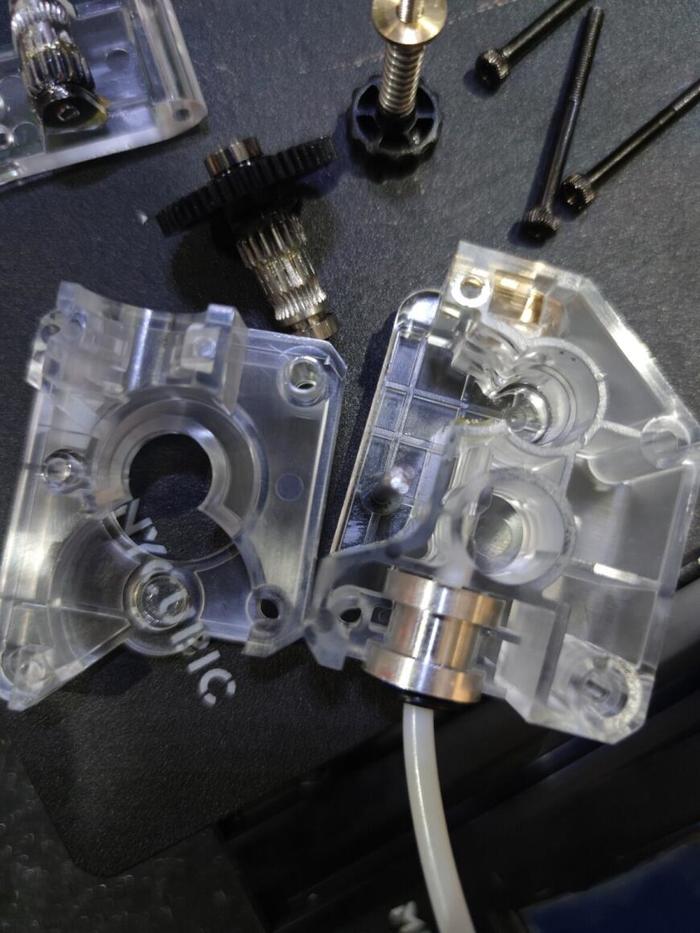
2. Экструдер. Вот тут они прям молодцы. Я работал с несколькими производителями bmg, и это именно тот, что мне понравился. Большая широкая лапка, удачная пружина, которая и прижимает хорошо и при этом не надо откручивать ее, что бы протолкнуть пластик. Внутри экструдер СМАЗАН, внимание к деталям черт возьми. Хорошо подогнан, не люфтит, не дребезжит, короче можно и отдельно от кубика такой взять, если найти. В сравнении у меня были bmg стоящие на two trees bluer plus, flying bear ghost 5 (наверное самый не лучший), mellow store (очень достойный кстати) и ещё пару принтеров щупал с бмг. В общем вот фото.
Самое интересное он какой то....Простой что ли. В общем в принтере до 15к это по моему очень не плохо.
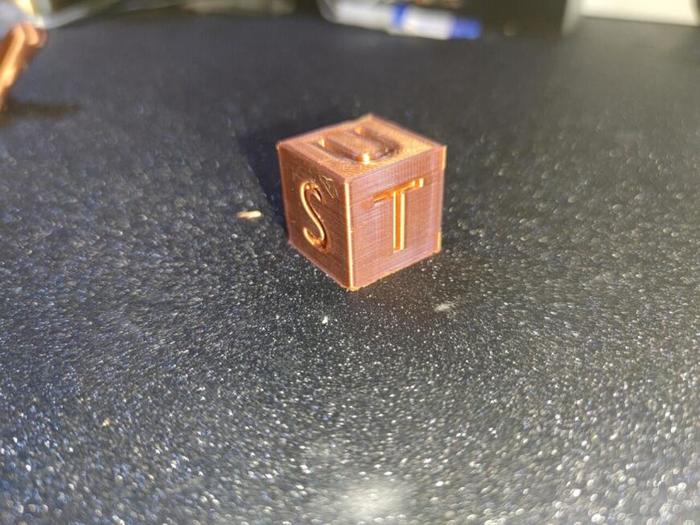
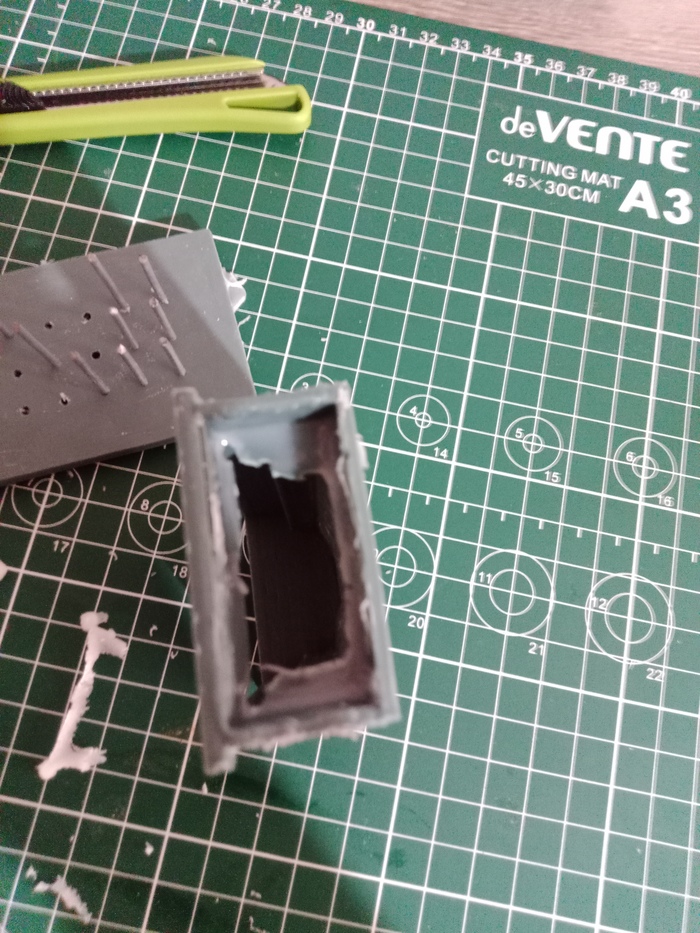
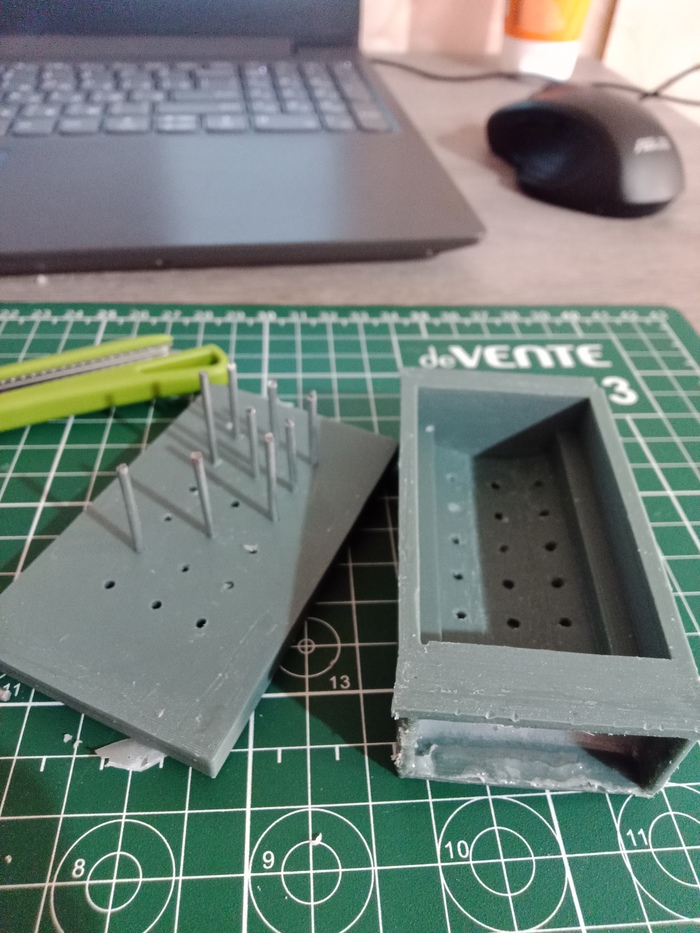
Теперь же по отпечаткам:
Детали из шелкового пластика вы могли видеть здесь, остальные же печатали на скорости 80мм/с (80 заполнение, 40 стенки). Вполне приемлемый результат, с учетом того, что принтеру из коробки я только ремни подтянул, да стол откалибровал. Черный и прозрачный желтый - петг пластики. До 85 попугаем стол нагрелся без проблем наверное за пару минут, не засекал.
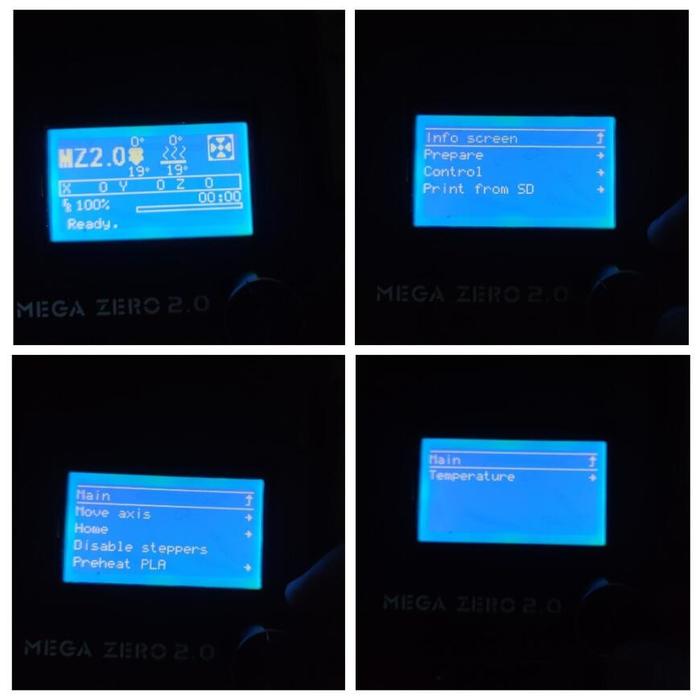
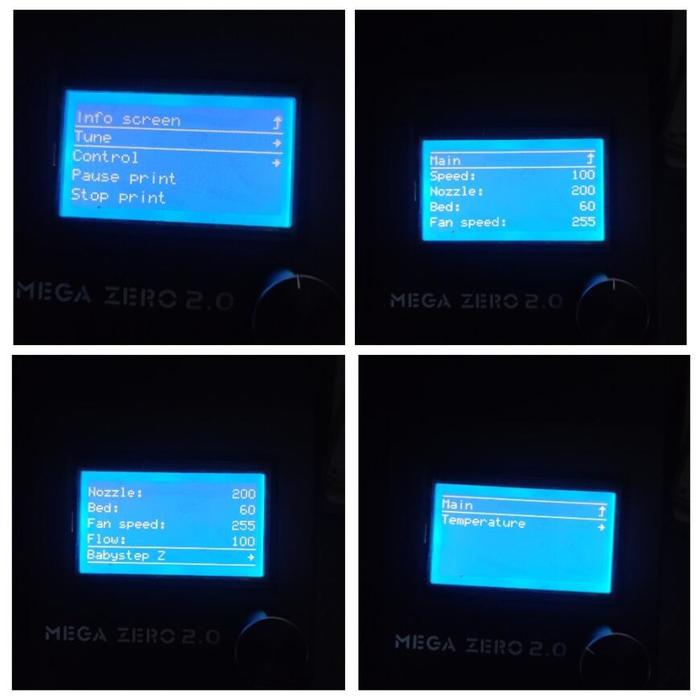
Теперь по поводу меню и прошивку коротко. Убрано вообще все, и правильно наверное может быть. Остались только необходимые функции, и хороший бонус - baby step по z во время печати. То, чего некоторым принтерам прям не хватает. Вот что можно увидеть в меню
И вот что можно видеть во время печати
Выводы: Принтер у меня отпахал уже наверное с месяц, и при этом на нем была пару раз запущена печать на 30+ часов. Немного опасался на самом деле так его оставлять, однако же отпечатал нормально, без косяков. Честно говоря, в эту цену это отличная рабочая лошадь, хоть и имеет некоторые огрехи. Понравилось мне все, кроме самой магнитной подложки, у него она почему то не очень, хотя отлипаний не было, но ощущение, что проживет она ещё максимум пару месяцев и придется покупать к нему стекло. Экструдер отрабатывает великолепно, вентиляторы в меру шумные. Даже моторы от драйвером шумят не то, что бы на том же anet, про который я писал. Тот было на всю квартиру слышно, у этого же за закрытой дверью сильно очень слабенько. Не знаю с чем это связано, однако факт. О дальнейшей его модернизации честно говоря даже и не думаю, для малых задач он справляется, разве что обдув получше. В общем достойный аппарат за реальные деньги.
Спасибо вам за внимание, хорошей печати и не хворать)