В которой мы рассуждаем про формфакторы принтеров. (про дельта принтеры для начала)
Привет!
Ты скорее всего не осилил первую часть этой графомании, а уже вторую читаешь, нельзя так. Иди, ищи первую часть, потом приходи!
Выжимка из комментариев к первой части –
-----
«Прочитал только пару абзацев в конце. Посмотрел фотки. 90% инфы вода на воде.»
«Чувак, да тут нырять можно!»
-----
Задумайся, оно тебе надо? Если надо, то погнали =)
Дисклеймер – я вообще везде не прав, предвзят (особенно к дельтам) и дурак. Признаю, каюсь.
Что-то дофига получается на мою усталую тушку – все формфакторы сразу расписать. Я так прикинул и вышло, что одна только дельта на целый пост тянет. Вероятно, наболело в своё время =)
Короче, есть на самом деле не так много различных формфакторов (вот это слово голосом Масяни пару раз прочитый) FDM 3D принтеров. Сегодня будем пытаться понять, какой тебе нужен. Ты же в курсе, что вот это многообразие форм в природе не просто так? Даже когда кажется, что вот он- идеальный вариант, когда ты думаешь, что все остальные «они нам и нафиг не нужны, формфакторы ваши»
*фото из гугла
Короче… даже когда вот так, то это только для тебя так. У всех потребности разные, всем нравятся фломастеры их любимого цвета.
Так вот как мы будем действовать- ты загадываешь свой любимый цвет фломастера, а я постараюсь отгадать и объяснить, чем он хорош, чем плох, для каких задач лучше подходит и какое у него послевкусие.
Дельта принтеры
*фото из гугла
Вообще не представляю, кто и как его придумал… Вот скажи, почему земля условно шарообразная? В смысле эллипсоид или около того.
Всё дело в том, что ей так удобнее и она нас особо не спрашивала, когда образовывалась. И вот нам, маленьким человечкам, приходится как-то с этим мириться, ведь нам привычнее и проще, если всё как минимум кубическое и параллелепипедное, а желательно вообще тупо плоское, чтобы над третьим измерением не париться. Ну ведь дураку ясно, что в плоскости формулы всегда проще, что человеку оно вообще как-то милее и мозг от плоскости у него клинит гораздо реже… Хрен с ним, пусть в трёх измерениях параллелепипед будет, но чтоб непременно все грани прямые, как стрела.
Но вот как-то не срослось, физика была против и приходится теперь кучу лишних действий совершать, чтобы из точки а в точку б попасть.
Такая же петрушка с этими дельта принтерами… Хорошо ещё, что принтеры в природе бывают только чпу… Хотел бы я глянуть на дядю Васю, дельта-печатника универсала 6-го разряда.
*фото из гугла
Вообще, дельты бывают, по сути, двух типов – с мозгами внизу и с мозгами наверху. Всё, на этом многообразие дельт заканчивается =) Если не нравится первый тип- переверни дельту и будет второй! Конструкция в целом на столько простая, что даже полёта фантазии не предусматривает (давай не будем сейчас пол часа рыться в интернете, чтобы найти какую то экзотическую дельту, ага?)
Давай я тебе о плюсах расскажу, их есть у неё.
Первый плюс- она, зараза такая, красивая.
Когда человек наблюдает за работой дельты, его мозг перегружается, отключается и наступает полная релаксация. Серьёзно, можно смотреть вечно и это даже чем-то похоже на огонь. Советую.
Второй плюс- она, чертяка, реально компактная.
Я сразу предположу, что потолки в твоей квартире никак не меньше полутора метров, верхнюю часть комнаты ты не сильно используешь, т.к. на потолке спать неудобно, а вот нижняя часть комнаты тебя интересует куда больше, к тому же там всякого хлама валяется вроде мебели, тапочек и кота, просто уйма. Вот если у тебя так, то дельта очень удобна- поставил эту пизанскую башню в уголочек, она там 300х300мм пола или полки себе облюбовала и ей хорошо.
Третий плюс- она высооокая и ноги от ушей (я что-то запутался, мы про принтер или про девушку какую говорим?)
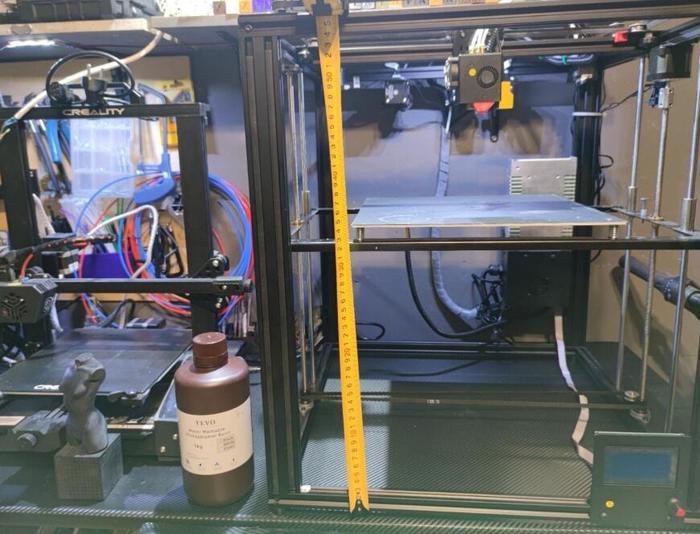
Если ты будущий великий производитель 3-д печатных водопроводных труб, то эта красотка для тебя. Тут самоё клёвое, что заменив 3 вертикальные направляющие на такие же, но равные высоте твоих потолков, можно реально за 3 копейки получить принтер с осью Z метрв в 2,5 длинной, я не шучу =) Обычно такие красотки сразу выходят высотой поболее метра и 500мм рабочей высоты в них уже по любому есть. Куда там всяким кубикам-гномикам с их 200мм…
Четвёртый плюс- (скорее спорный в текущих реалиях). Считалось, что дельта самая быстрая. Ей реально ничего не стоит махать своей махонькой головой с любой скоростью, неподвластной всяким там лишённым её изящества кубическим и дрыгостольным принтерам. Тут штука в том, что у дельты в конструкции есть элементы, любовно свистнутые китайцами прямиком с болида формулы 1- карбоновые трубки. Они и какую-то жесткость обеспечивают и не весят ничего. Голова у дельты всегда выполняется максимально лёгкой, чтобы дурацкая инерция эти трубки не дай бог не погнула, а потому аж 3 мотора совместными усилиями катают эту голову как по американским горкам. Даже самые дешевые образцы этого формфактора можно разогнать до зубодробительных скоростей (в теории).
Пятый полумифический плюс из подвала интернета – однажды один мудрец изрёк, что дельта лучше всех на свете рисует кружочки.
Он сказал, что такая кинематика обеспечивает максимально круглые круглости, поэтому если ты будущий производитель труб, то собирай или покупай дельту!
*моё. Как раз на дельте развлекался
Мол, принтеры нормального человека катают голову по двум осям, что ужас как неудобно, если нужно нарисовать кружочек, а вот дельта, та да. Как по мне, то ересь полная, но забавно, поэтому (пока не дошли до минусов), давай считать, что это и правда как-то так работает.
Шестой несомненный плюс- цена.
Берём в магазине 3 швабры и 2 любых дорожных знака треугольной формы, аккуратно складываем их как на картинке в начале статьи и поливаем места соединений любой клейкой массой. Затем едем на чемпионат формулы 1, ждём первой аварии, набираем 6 карбоновых трубочек. Прикрепляем трубочки как на той же картинке к швабрам через подвижные каретки, которые можно сделать из гофрокартона, в который были упакованы швабры. В центре вешаем на те же трубочки ещё 1 кусочек картона.
Делаем ремни из любой фигни.
Делаем сопло из того, что не присохло.
Вставим сопло в нагреватель, что валялся под кроватью...
Пара пунктов в том же стиле, подогреем стол на гриле…
И…
Печатает уже, дельта из папье маше.
*фото из интернета
Короче, я хотел сказать, что для дельты ну совсем ничего не надо, все запчасти валяются в ближайшем хоз-маге условно (условно потому, что мы пока только о плюсах, понимаешь? Там в паре мелочей уже кто-то притаился, и он мне очень не нравится).
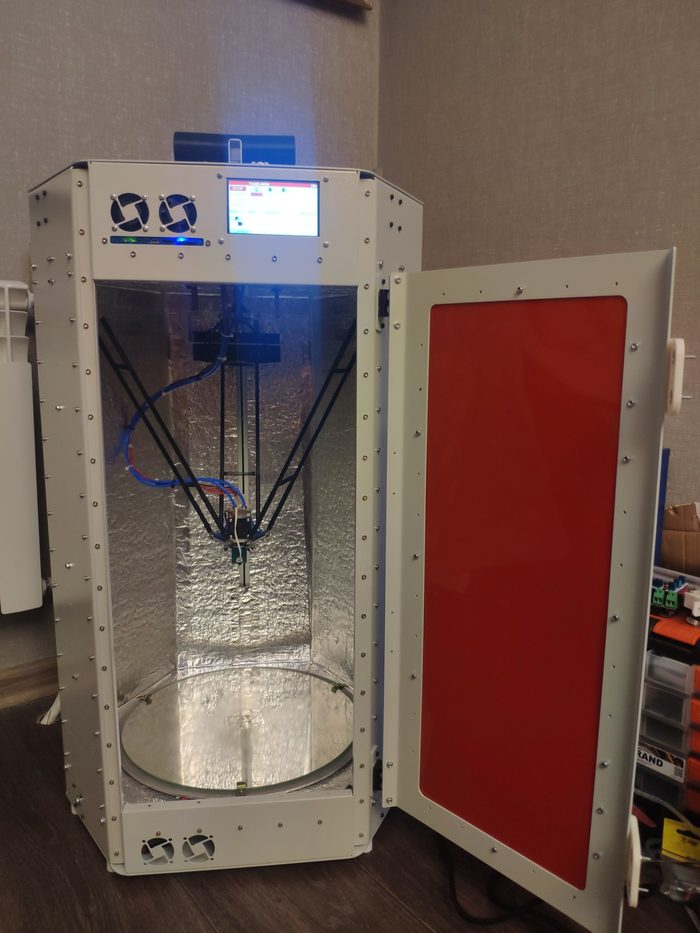
Седьмой плюс- можно организовать термокамеру.
*фото из гугла
Что там ещё по плюсам то… А всё, кажется, кончились они. Я даже залез в гугл, чтобы свериться, всё ли я упомянул. Значит на этом моменте, ты, который будущий производитель 3д-печатных труб, можешь остановиться. Остальные за мной, у нас по плану забег по минусам с препятствиями!
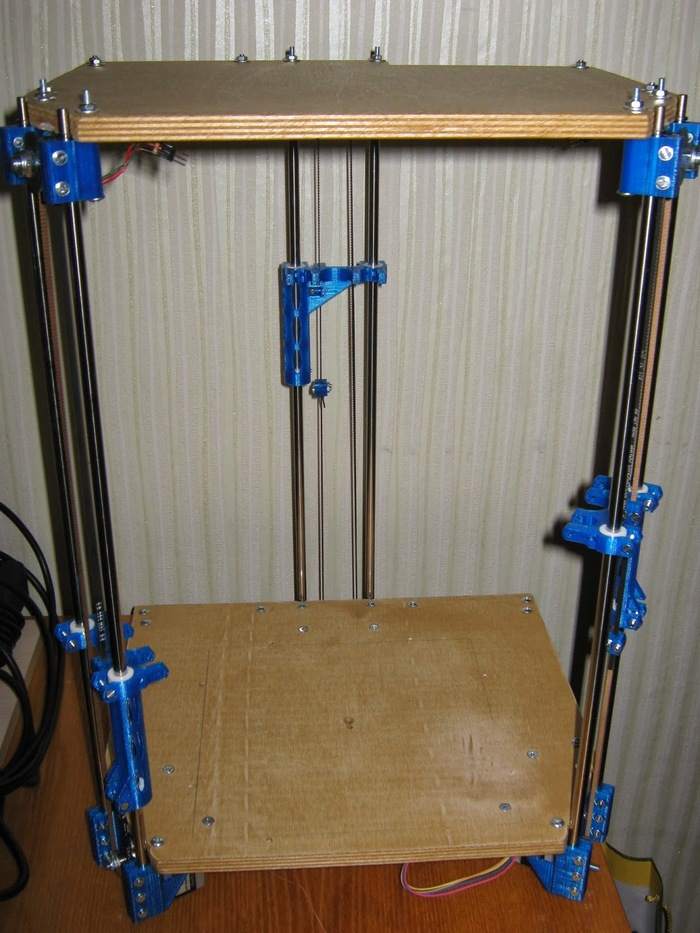
Первый минус- Она не жесткая.
Серьёзно, это высоченная башня на трёх курьих ножках. Какие жесткие сочленения не делай, она всё равно шатается во все стороны как хочет.
*моё. Вот так приходилось её зажимать между полом и потолком, чтобы она не скакала по комнате.
У неё длинные тонкие тяги, на которых закреплена голова. Пусть они хоть 10 раз карбоновые, на приличных скоростях их слегка гнёт, особенно, если голова хоть что-то весит. Эти тяги закреплены шаровыми подшипниками, которые со временем начинают сильно люфтить. Чтобы этого не происходило, обычно подпружинивают парные тяги между собой, а также используют магнитные шаровые. Первый вариант увеличивает износ (это не критично) и опять же люфтит, когда момента хватает на преодоление силы пружинки. Второй вариант- э.то полный отвал бошки (в прямом смысле). На каждой кочке эта утонченная дама делает «брык» и откидывает лишние части тела, как хамелеон.
Стол в дельтах обычно принято просто кидать сверху на нижний треугольник, от чего он иногда встаёт как-то не так, но будем считать, что ты хитрый и как-то его закрепил.
Хоть мы и ставили в плюс дешевизну, дельты, нужно заранее условиться, что она имеет смысл только с рельсами. Да, рельсы придётся тоже брать соразмерно высоте принтера, т.е. трёхметровые =))) Это к сожалению уже не так весело. Каретки от опенбилдс на роликах могут неплохо работать на кубиках и дрыгостолах, но в дельте показывают себя хуже. Думаю, всё от того, что нагрузки на них прилетают под всеми мыслимыми углами, да ещё с большим рычагом в виде тех самых тяг. Т.е. чтобы убрать дикие люфты хотя бы в каретках, нужно сильно её удорожить. Хорошо, что парень из производства труб уже слился, иначе он бы сильно погрустнел.
Второй минус- который не первый только в силу того, что наш производитель труб как-то плевал на него с крыши самой высокой дельты, это КРУГЛЫЙ СТОЛ…. Да, такая печаль… Дельта, как и наша земля, плевать хотела на людей и их тягу ко всему квадратному, зато кружочки вырисовывает- любо дорого посмотреть.
*моё
Тут фишка в том, что квадрат, который можно вписать в круглый стол, раза в 2 меньше этого самого стола… Если нужен квадрат побольше, то делаем соответственно стол побольше, за ним ещё в пару раз удлиняем тяги, чтобы они дотягивались до всех уголков, затем офигеваем и заодно припеваем «держи меня, соломинка, держи». Поэтому дельты чаще всего небольшие, этакий суб-минус.
Третий минус- требуется большая точность некоторых деталей.
Все твои тяги должны быть поверены в центральном институте мер и весов и быть как минимум эталонами, чтобы комар выпирающие части тела в разницу между их длинами не просунул. К тому же их длина имеет огромное значение для материнки, которая будет усиленно вычислять, как этим управлять то вообще. Иначе и кружочки будут совсем не кружочки, а про квадратики и говорить нечего- геометрия будет изящно изогнута, как контуры женского тела.
Четвёртый минус- калибровка долбанного стола.
Стол надо калибровать, калибровать, да не выкалибровать. Это самоё стрёмное место, как по мне. Я надеюсь, сейчас производители уже научились ставить для калибровки какие-то приличные датчики, а прошивка нормально отрабатывает карту высот. Серьёзно, в то время, когда у меня работала дельта, это был дикий гемор. Во-первых, стол почему-то не хочет лежать в одном и том же месте и всё время норовит куда-то срулить, хоть на пару десятых миллиметра. Но мы хитры и таки залили его нафиг эпоксидкой, чтобы всё жёстко. Ок… Датчик что-то там в материнку передаёт, та строит какую-то карту высот, потом сворачивает её в трубочку и выкидывает нафиг, т.к. ей что-то не нравится. И в отличие от любых других формфакторов, нельзя тупо поставить концевик по Z, 3-4 барашка по углам стола и забить… Нет, ей нужна изощренная схема построения карты стола, которая срабатывает с 10 раза, затем ты, побив всё стекло летящим с его сторону соплом уже радуешься, что плоскость стола как то соответствует представлением о нём материнки, но бац… Сопло при печати что то зацепило, ремень проскочил на 1 зубец, ты это дело пропустил и добро пожаловать на калибровку. Не опять, а снова. Это может показаться не таким критичным, но на самом деле «жесткость» конструкции постоянно способствует тому, чтобы что-то где-то проскочило мимо положенной траектории, и карта стола пошла псу под хвост. Опять же, надеюсь, что с этим давно научились бороться. Если не утрировать вот так прям, то можно сказать, что калибровка стола требует хорошего датчика, правильной прошивки, которая не затупит и выполнять её желательно вообще при каждой печати… Наверное это не критично, но не так приятно, как на других формфакторах.
Пятый минус из прошлого- 32-битная плата обязательна, иначе мозгов не хватит всё это считать. Вычислений при работе дельты требуется мнооого.
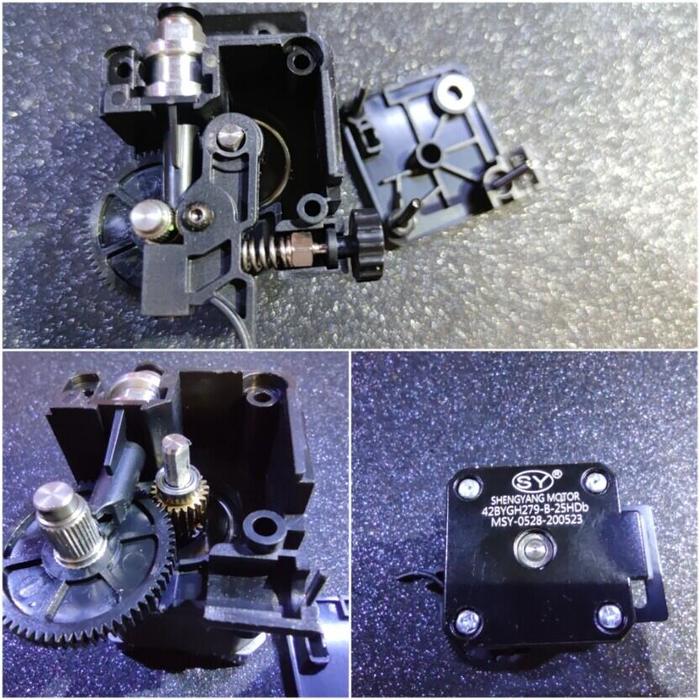
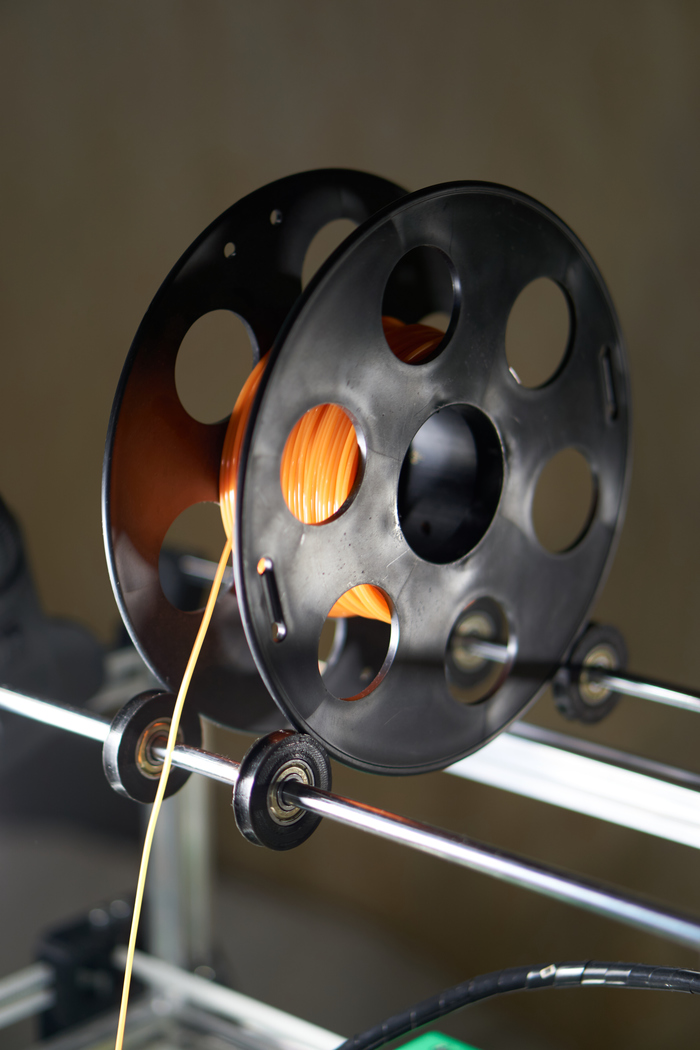
Шестой минус- только боуден экструдер и максимальное облегчение головы. Что-то серьёзное, габаритное и тяжелое ставить на неё не имеет никакого смысла. Есть варианты с коротким боуденом, когда экструдер висит чуть выше головы, но это как то не круто.
Примерно вот такие выходили детальки из-под моей дельты-
*моё
На самом деле, фигурки выглядят ещё более или менее сносно, а вот техничка совсем не страдала точностью.
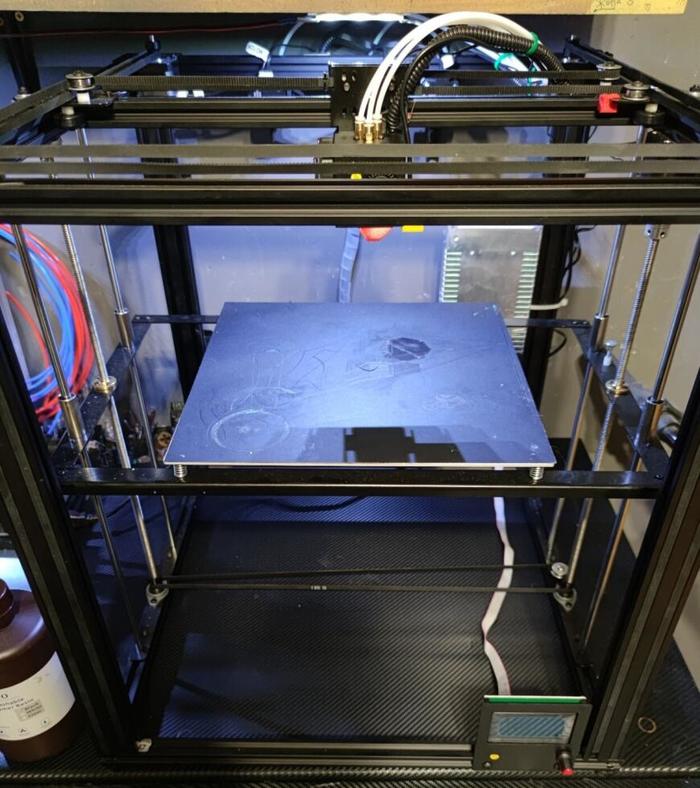
Резюмируя, я бы предположил, что дельты ширико распространились в какой-то момент из-за своей дешевизны, когда китайцы это прочухали. Люди же их брали по соотношению «цена-красота». Я, например, свою взял потому, что это был один из самых недорогих принтеров, при этом на каждом углу расписывали, «какие же они черти быстрые», «да вы только гляньте, как она красиво работает». А вот когда на смену ей взял медведя, просто офигевал «неужели можно вот на столько просто настроить высоту стола, да ещё практически один раз и навсегда 0_о .
Сейчас популярность дельта принтеров сильно спала, как мне кажется, китайцы научились делать дрыгостолы ещё дешевле и самой красивой кинематике пришлось уйти в свою узкую нисшу, которая, наверное где то существует и исполняет те желания владельцев, которые сложно осуществить на прушах и кубиках.
Следом следует дрыгостол имени Святого Джозефа Пруши, но я устал тык тык по клавиатуре делать и учёба мучает, так что чуть позже выкачу часть 2.2 сего произведения.
Напомню - фишка была в том, что мы типа выбираем формфактор для проектирования своего принтера, если ты так и не понял. А в целом вышел просто обзор дельт, почему нет то =)
Эй, читатель, который читает только последний абзац, я тебя вижу. Кыш в начало!