Тестовая модель для быстрого подбора параметров печати на фотополимерных принтерах.
Подбор параметров печати, очень важный момент для получения предсказуемых результатов на готовых деталях. Основной параметр — это время засветки слоя. Существует два основных видов брака. Первый, это недостаточное время засветки слоя и второй — это долгая экспозиция.
При малом времени засветки, на детали не пропечатываются мелкие детали, так же возможно прилипание засвеченного полимера к плёнке.
При большом времени засветки, идёт пере экспозиция полимера, из-за этого на детали, заплывают мелкие отверстия, так же нарушение геометрии.
Сейчас существует много тестовых моделей, на которых есть возможность подбирать этот параметр, но в основном эти модели имеют большую высоту по оси Z принтера. Этот размер существенно влияет на время печати. Поэтому разработана облегчённая тестовая модель.
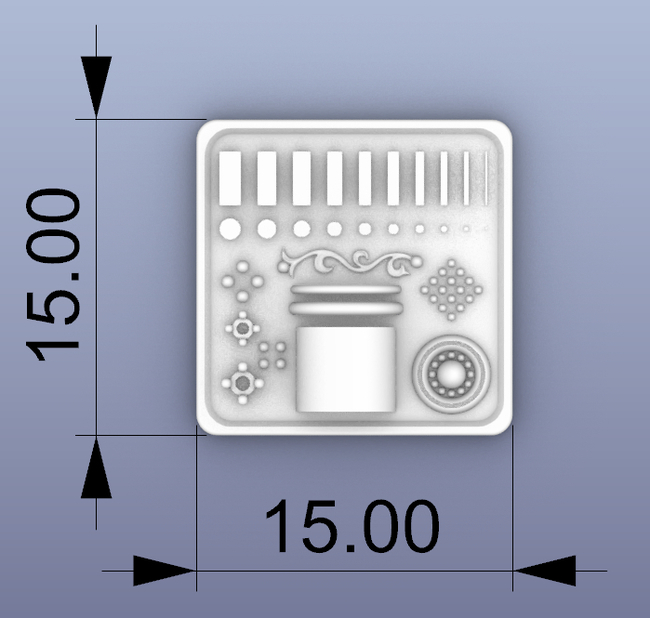
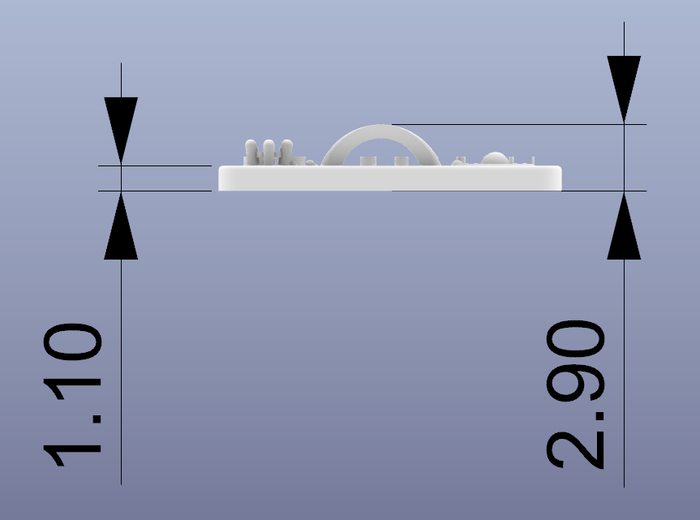
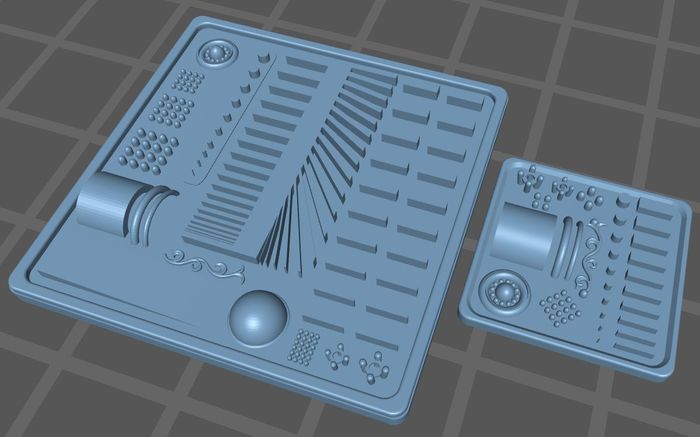
По объёму модель всего 0.23 миллилитра (менее 1 грамма полимера) . Габаритные размеры 15 Х 15 Х 2.9 мм.
Время печати такой модели составляет от 3 до 30 минут, в зависимости от полимера и принтера.
При минимальном расходе полимера за два, три раза можно получить достаточно точное значение времени засветки слоя.
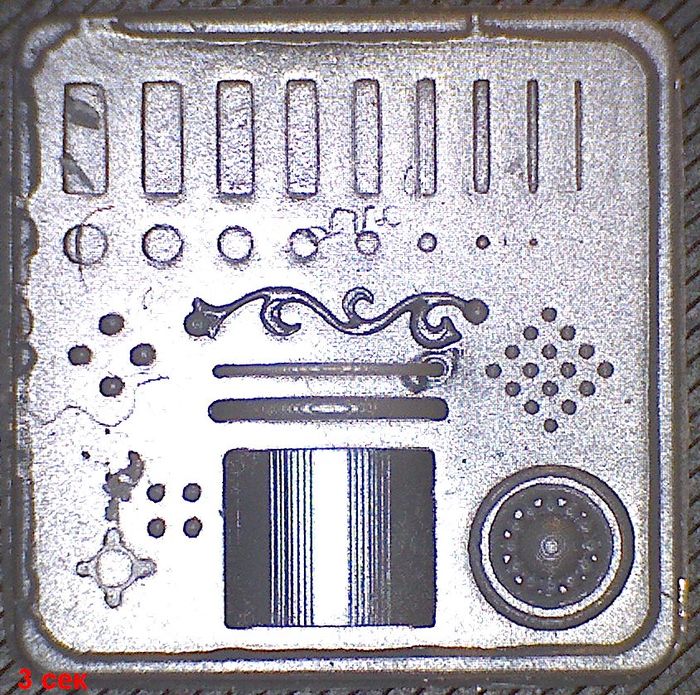
На модели расположено множество элементов, назначение которых описано ниже.
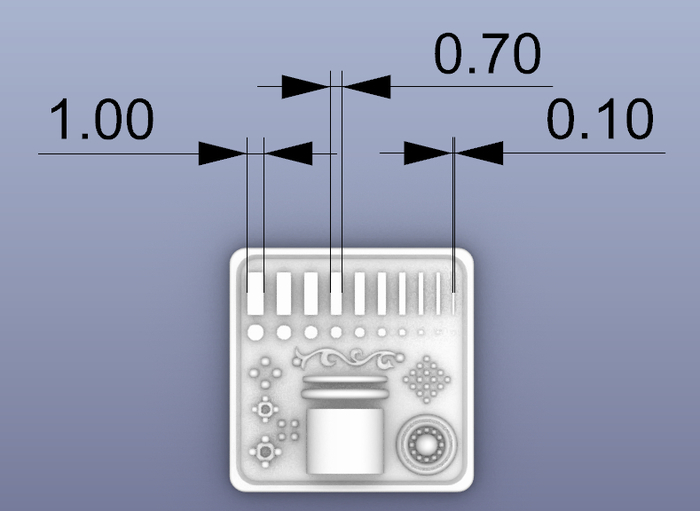
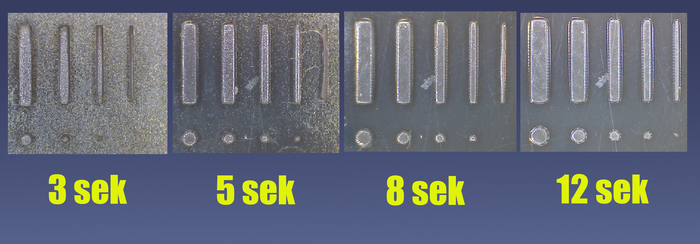
В верхней части имеется шкала из небольших прямоугольных призм толщиной от 1.0 до 0.1 мм.
Под призмами находится ряд цилиндров с такими же диаметрами.
По этим элементам сразу видно, как пропечатываются тонкие детали. Если на модели отсутствуют несколько правых элементов, надо увеличивать время экспозиции.
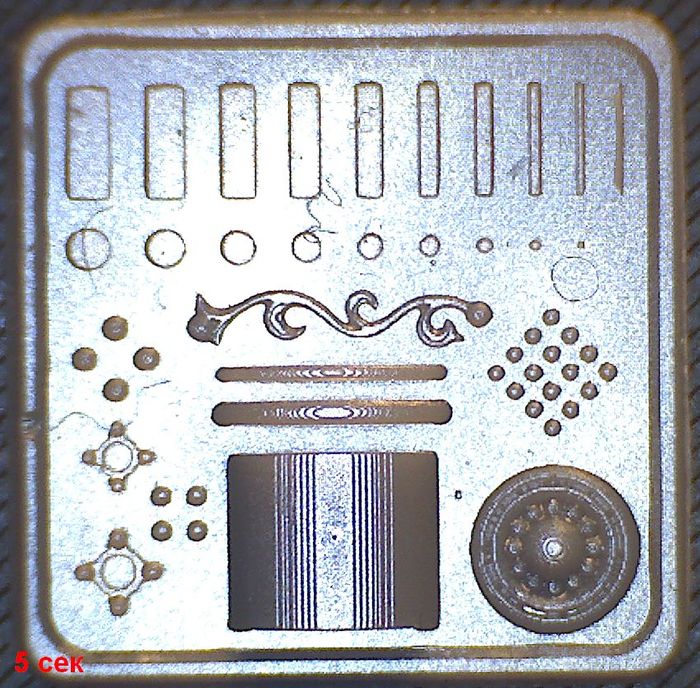
Обратите внимание: самые крайние элементы 0.1мм почти всегда отсутствуют. Такой размер — это почти предел для данной технологии. Получаются они при условии, что фотополимер очень точный а принтер высокого класса . Основная масса недорогих решений этим качеством не обладают.
Е сли остались предпоследние призма и цилиндр и возможно, небольшие части последних, это говорит о правильно подобранном времени засветки.
Дальше идут элементы , для более тонкой оценки качества печати.
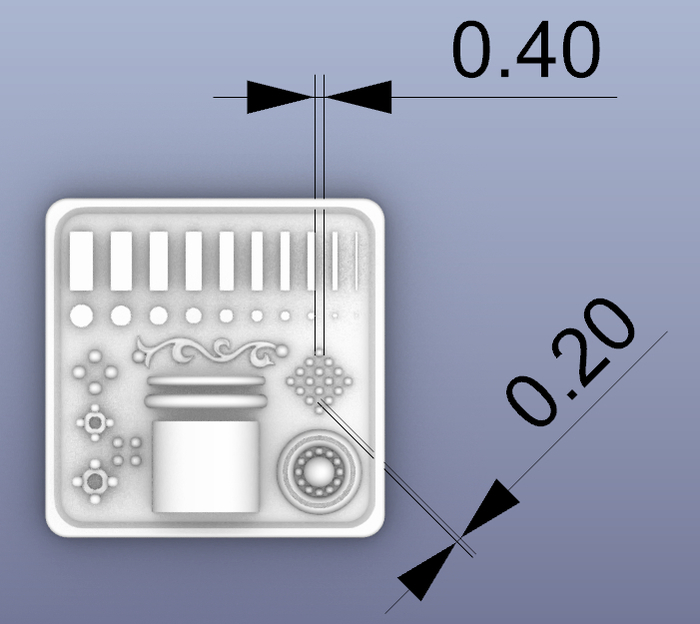
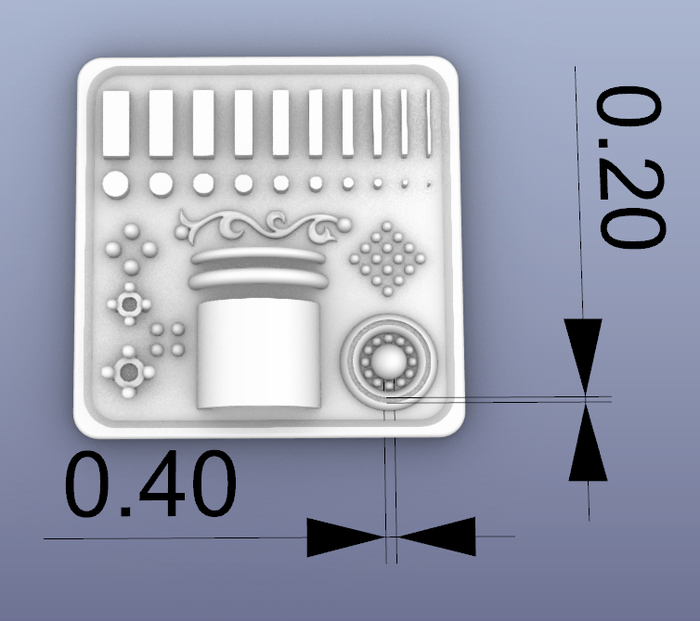
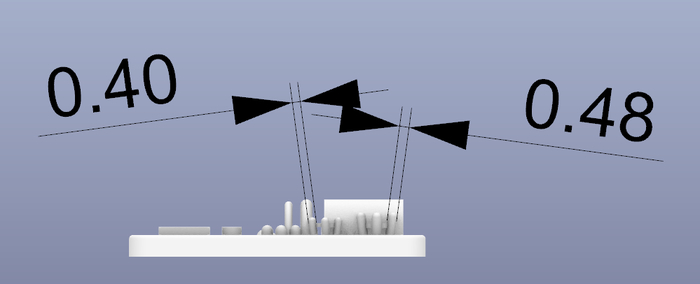
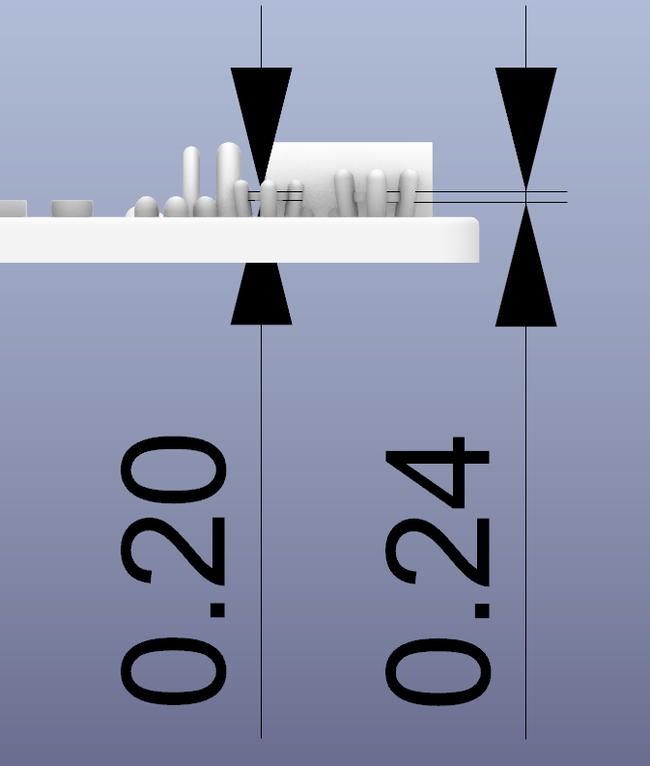
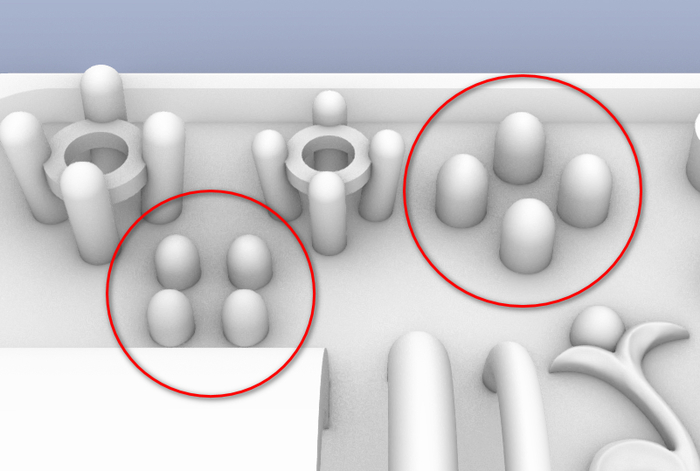
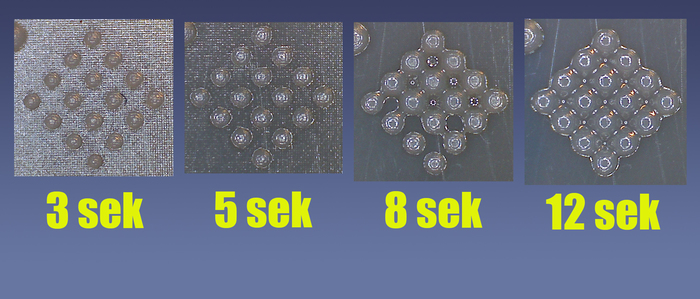
Сетка из небольших полусфер. Диаметр полусферы 0.4 мм, расстояние между ними 0.2 мм.
На этой части теста хорошо видно, когда время засветки превышает норму. Так как расстояния между полусферами небольшие, при длительной засветке эти промежутки начинают заплывать. В идеале, должно быть чёткое разграничение между полусферами.
Дополнительный круглый элемент хорошо показывает, что время подобрано не верно.
Остальные области тестовой модели немного специфические, немного о них .
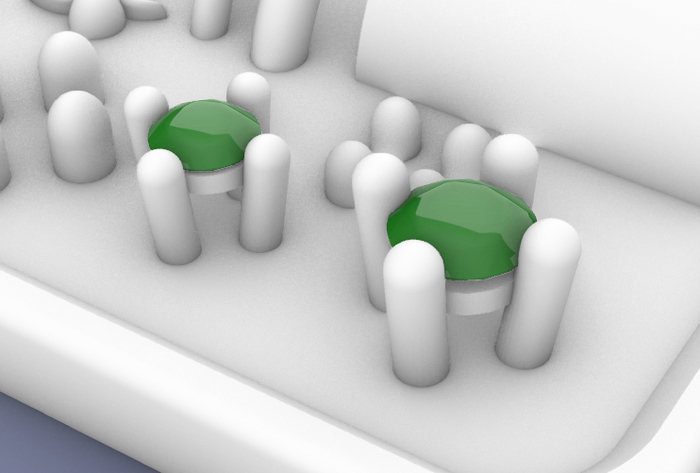
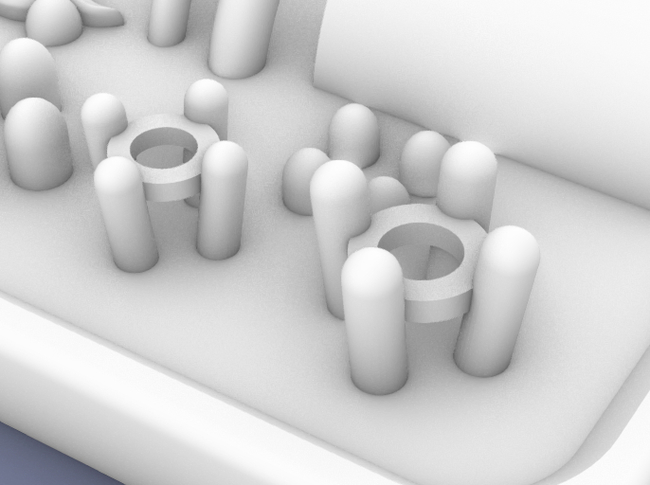
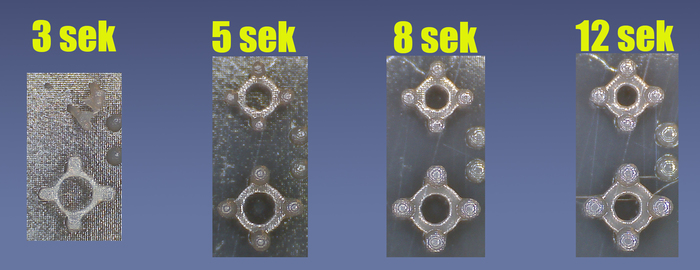
Достаточно часто приходится печатать модели для ювелиров , поэтому для теста использованы применяемые элементы для ювелирных изделий. В левом нижнем модели - так называемые крапановые касты для закрепки камней.
Эти детали выполнены по нормативам изготовления ювелирных изделий.
Размеры в некоторых местах практически на пределе способностей принтеров . После тестовой печати, внимательно рассматриваем эти касты. Часто их вообще не бывает. Если время засветки маленькое их просто отрывает при подъёме платформы.
Так же на них хорошо видно если время засветки большое. Из чёткой структуры они превращаются в заплывшую форму. Так как рядом находятся и большой и более мелкий каст, так же можно оценить более тонкие настройки времени засветки.
Еще несколько элементов на модели, которые подтверждают правильный выбор времени засветки слоя.
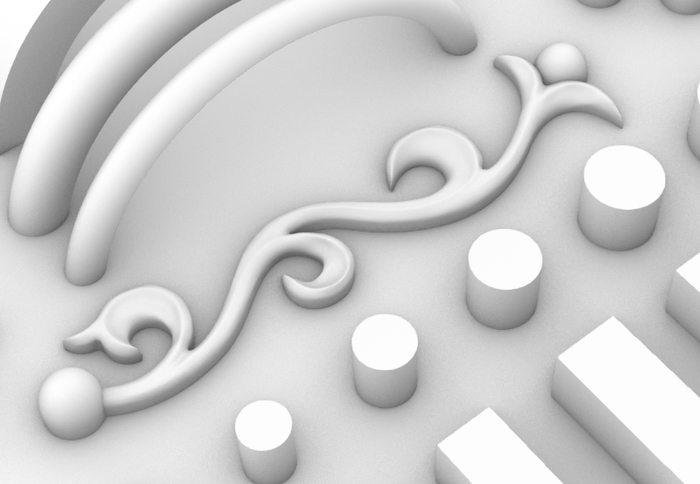
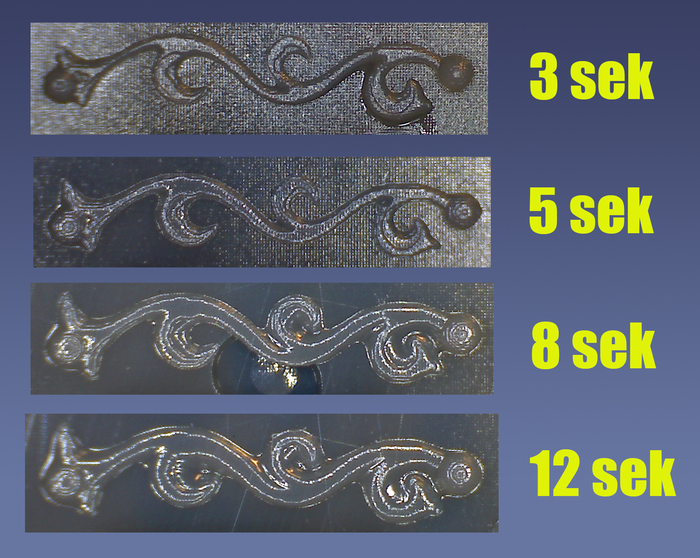
На этом орнаменте оценивается чёткая проработка граней и деталей. При пересвете грани получаются смазанными , при недосвете орнамент получается тонкий.
Эти элементы тоже для ювелирных изделий. Корнера, применяются для закрепки камней на поверхности изделия. Так же смотр им на их толщину и промежутки между ними.
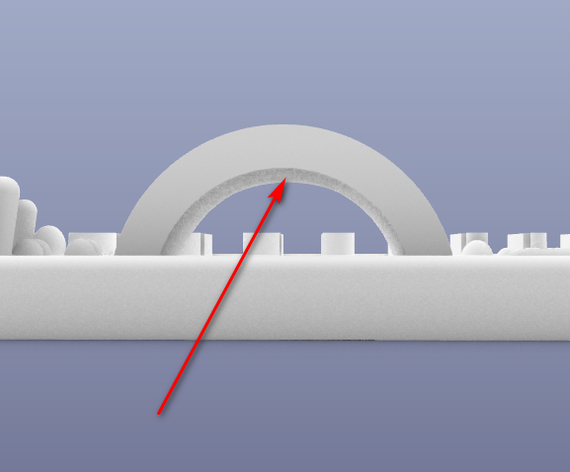
Последний элемент модели - дуга или мост .
На этой детали очень хорошо видно, как ведёт себя паразитная засветка полимера. Иногда это место получается полностью заплывшим. На точных полимерах толщина дуги на всём протяжении остаётся одинаковой.
Рядом с широкой дугой - 2 полукольца разной толщины. Если время маленькое, они превращаются в тонкие нитки, иногда их рвёт . При пересвете они могут соединиться между собой в верхней части или по всей длине .
Примерный порядок использования теста .
Для начала отталкиваемся от базовых цифр производителя для принтера или полимера . Эти цифры, конечно, не являются точными , и даже могут отсутствовать . Очень много факторов влияет на этот параметр , рассматривать здесь это не будем . Но предположим у Вас есть отправная цифра.
Например, эта цифра 5-12 секунд на слой 40 микрон. Это очень большой диапазон, но такой разброс возможен.
Начинаем с чего-то среднего , например 8 секунд на слой.
Печатаем модель . После отмывки (дозасветка для оценки теста не требуется ) исследуем результат . Лучше рассматривать применяя оптику - увеличение на камеру телефона, лупу, микроскоп.
Просматривая элементы тестовой модели, я дела ем вывод, добавить или убавить время засветки.
Печатаем второй раз уже с поправками. Если результат хороший, но есть желание более точно подобрать время, можно напечатать ещё тест с поправками. Иногда приходилось уменьшать время до самого предела, когда уже отрывает элементы. Через несколько тестов мы получаем желаемое время на засветку слоя.
В чём преимущество этой тестовой модели, например от всем известного кубика или города Амерлабс . Эта модель очень сильно экономит время, полимер и нервные клетки. Кубик будет печататься в несколько раз дольше и не зная точного времени засветки, можно прождать около часа и в итоге получить просто кусок полимеризованной массы на плёнке в ванной.
В данном случае это занимает в разы меньше времени.
Так же можно воспользоваться вот таким лайфхаком.
Иногда на плёнке остаются совсем мелкие, прилипшие части от модели. Когда время выставлено недостаточно, последние призмы, цилиндры, тонкие дуги, мелкие касты остаются мелкими частичками на дне ванны. Что бы не сливать, не процеживать полимер, печатаем модель повторно, после 3-4 первых слоев печать останавливаем. Первые слои включат в себя прилипшие кусочки и после печати дно ванны получается чистое. Но тут надо быть уверенным, что это совсем мелкие кусочки. Если такой уверенности нет, то лучше перестраховаться, слить и процедить полимер и почистить плёнку другими методами.
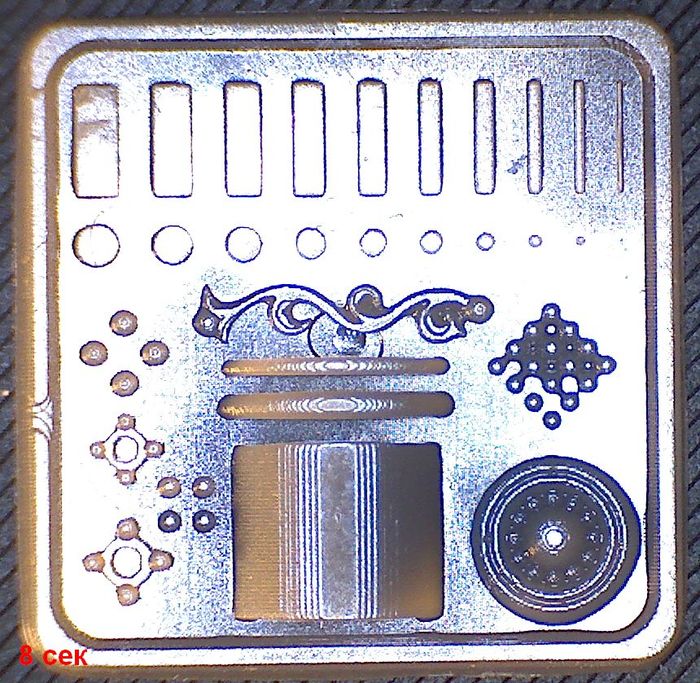
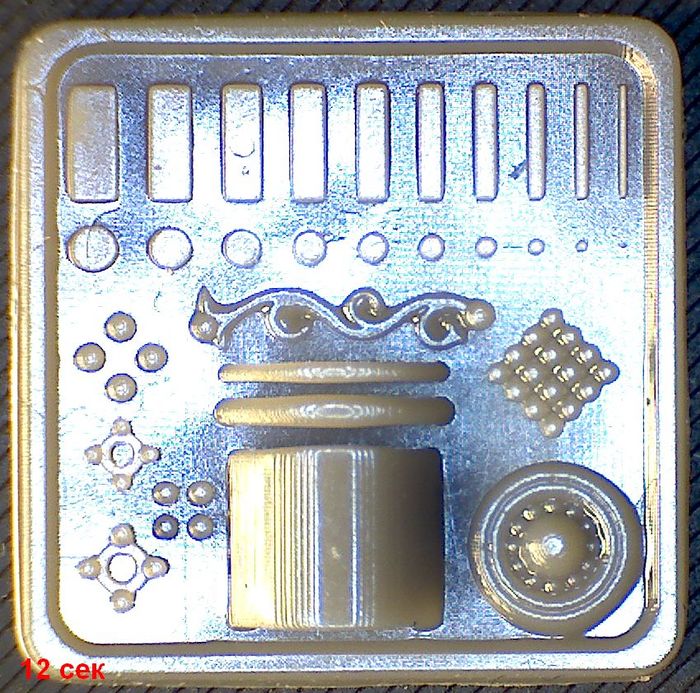
Теперь - реальные фото тестовых пластин. Печать проводилась 4 раза. Время экспозиции 3,5,8 и 12 секунд. По фото, основываясь на прочитанном, сами сделайте выводы.
Затраты полимера - менее 5 грамм.
Время, потраченное на тесты:
3 сек.-14 минут
5 сек.-17 минут
8 сек.-20 минут
12 сек.-25 минут
Добавляем время на промывку, обдувку, просмотр образцов, получилось максимум полтора-два часа.
Это заменяет вопросы в чатах, форумах, получение глупых, неправильных, язвительных советов и комментариев, позволяет сделать подбор режимов печати на любом слое и любым полимером.
Саму модель (и ее расширенный вариант 1.4 миллилитра, менее 2 грамм)