Начало про опыт работы с гибкими фотополимерами было тут Фотополимерка: немного гибкости
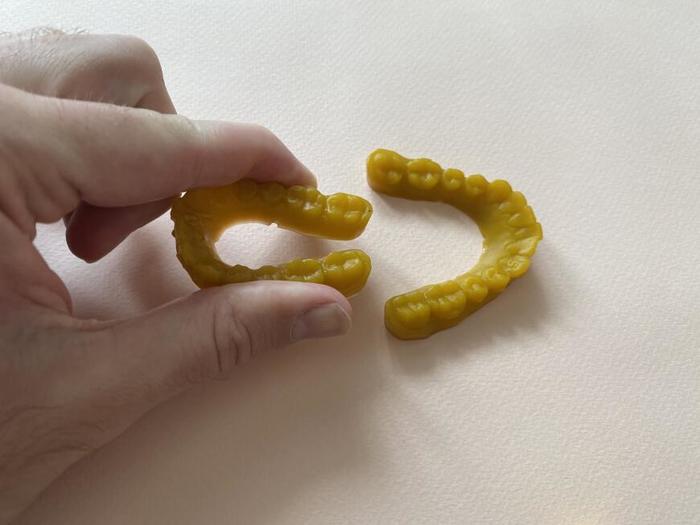
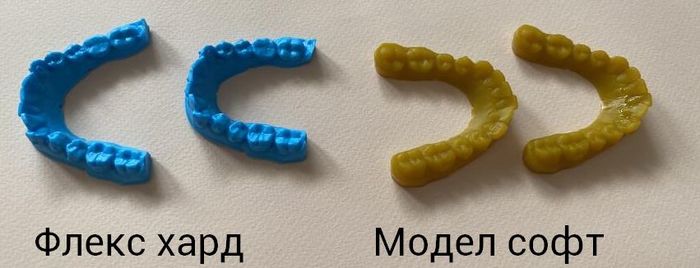
Окончание про Model Soft
для моделей челюстей мягковат. Сжимается при усилии, но не ломается, за пару минут восстанавливает форму.
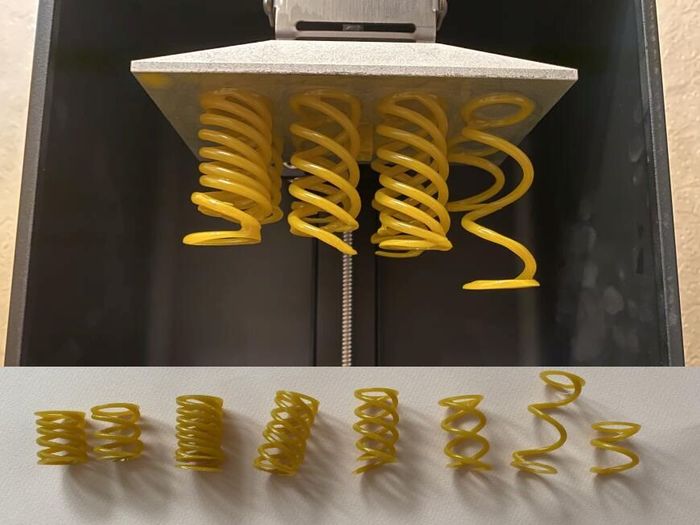
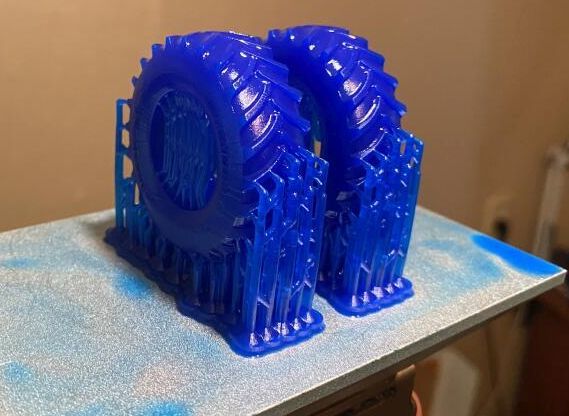
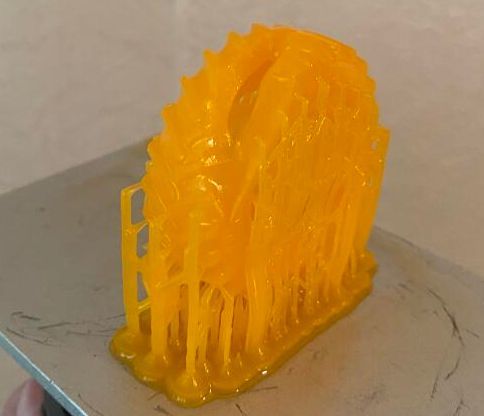
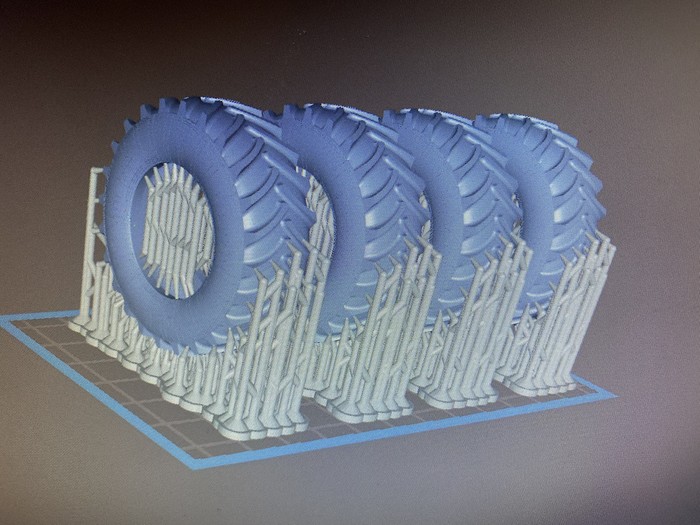
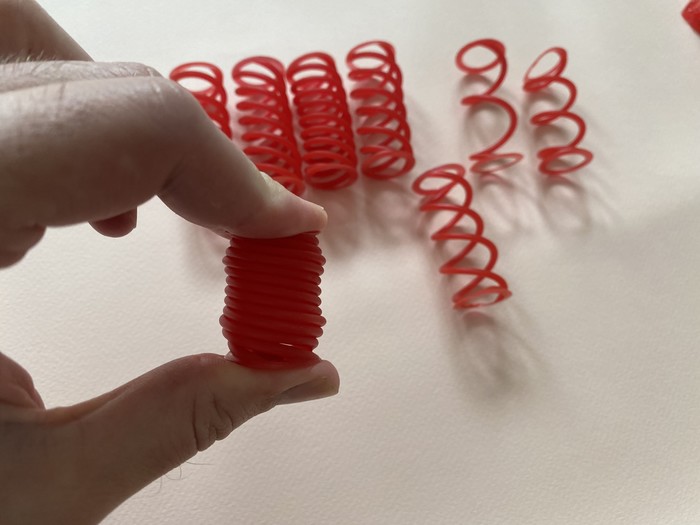
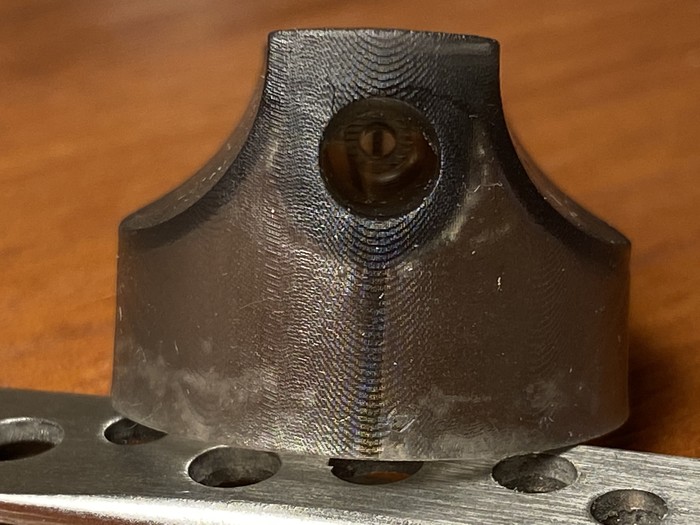
Теперь колёса. Ничего необычного в печати. Однако, колесо рукой не сжать.
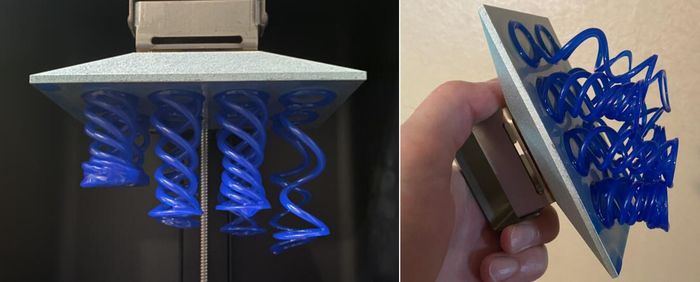
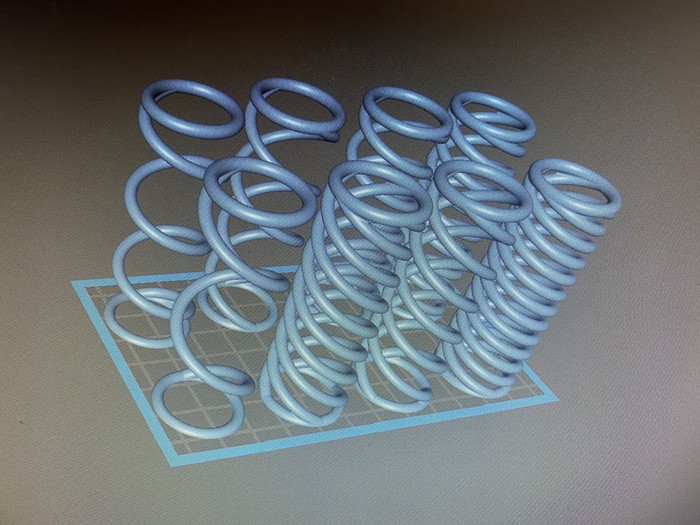
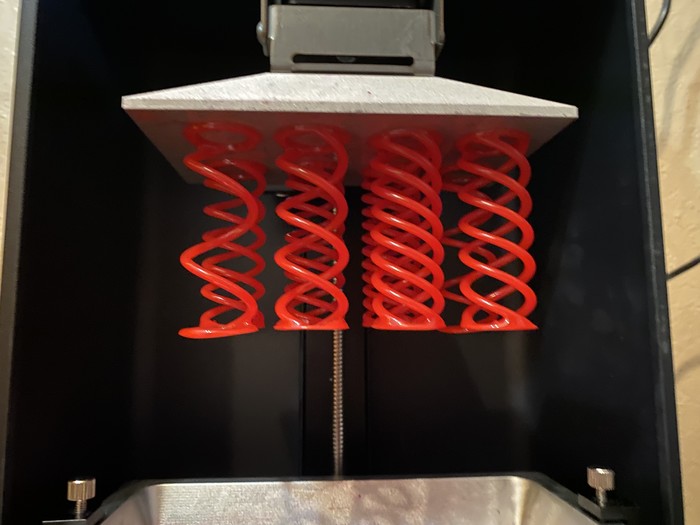
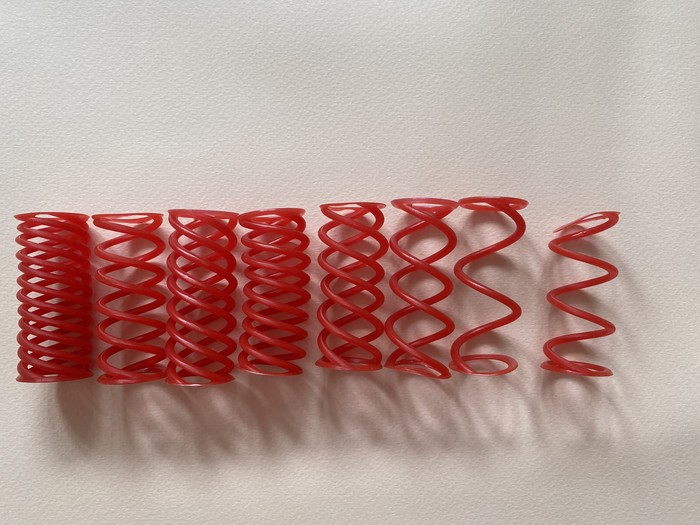
Пружины при печати расслоились. Некоторым не хватило сцепления. И на ощупь - слишком мягкие.
Флекс Хард
При печати им сложилось интересное ощущение, что он по свойствам такой же как и Модел софт. Поэтому сначала напечатал из него пружины.
Бессмысленно, даже на моих лояльных режимах печать не идёт.
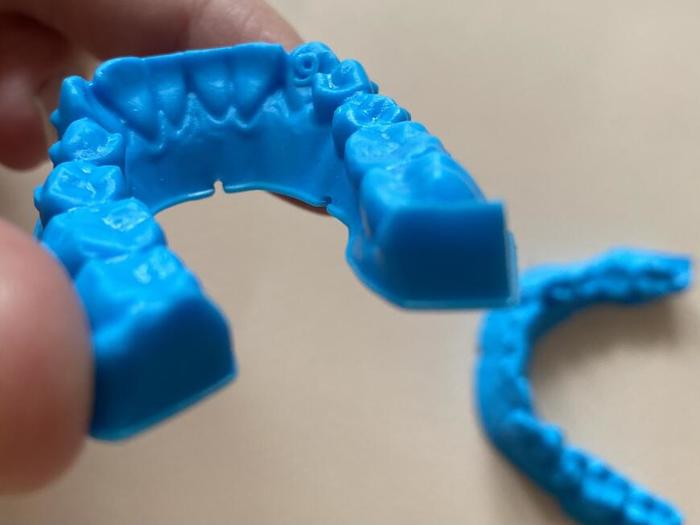
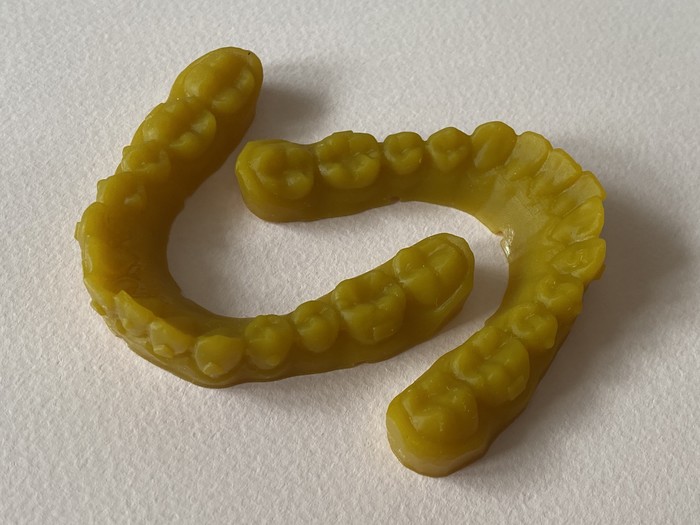
Следом, челюсти для сравнения с Модел Софт.
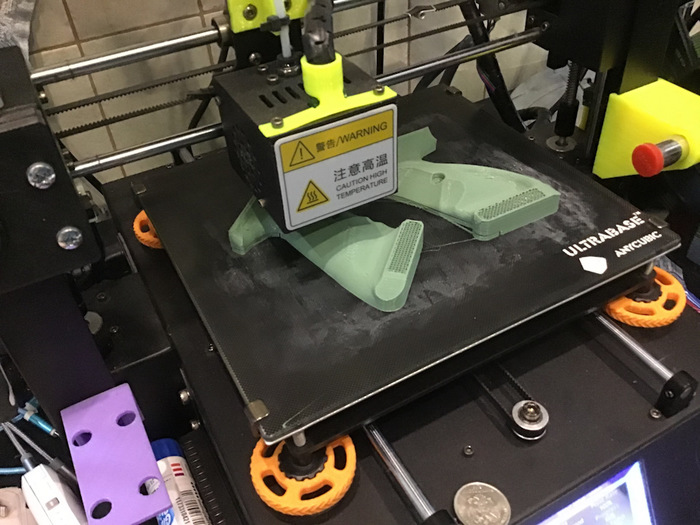
Печать легкая, разрывов и расслоений нет.
Но, все таки разница есть. Сжимается легче, и дольше восстанавливает форму.
Напоследок, колёса. Сжимается почти без усилия. Мягче чем Флекс, но чуть более упругий чем Флекс М.
Флекс Софт
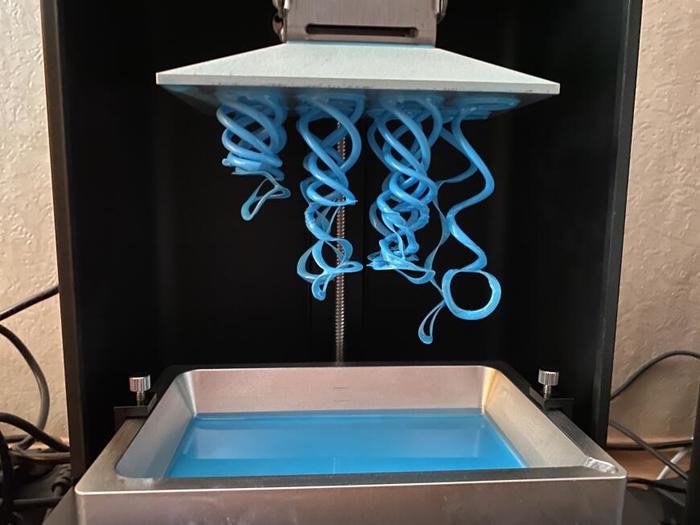
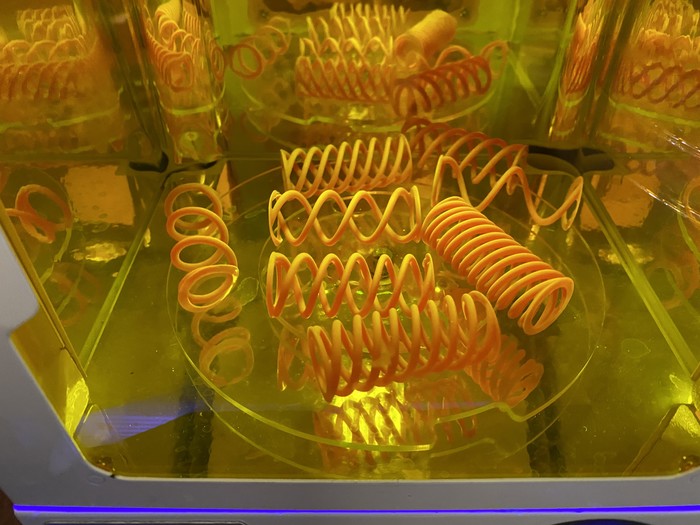
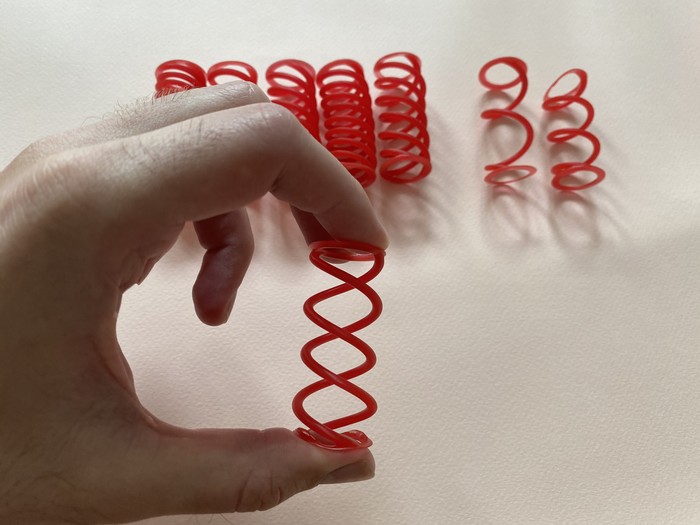
Из него я так же попытался напечатать пружины.
На удивление, они напечатались, правда это бессмысленная вермишель.
Теперь к колесам
Вообще, с флексами проблем в печати нет (кроме Флекс М). Печатается легко, разрывов нет.
По ощущениям сжимается легче чем Флекс Хард, и быстрее восстанавливает форму.
HN Хард
Для печати пружин не пригоден. Они где-то местами расслаивались, а где-то не отлипли от ванны. Да и то, очень мягкие.
По ощущениям, мягче чем Модел Хард, с хорошим усилием сжимается, но до конца не сжать. Форму восстанавливает долго.
Нейлон Софт
Все таки, и из него попробовал пружины. Бессмысленно.
Зато по шинам были самые радужные ожидания
С небольшим усилием складываются пополам. Посильнее чем Флекс Хард.
Эластик
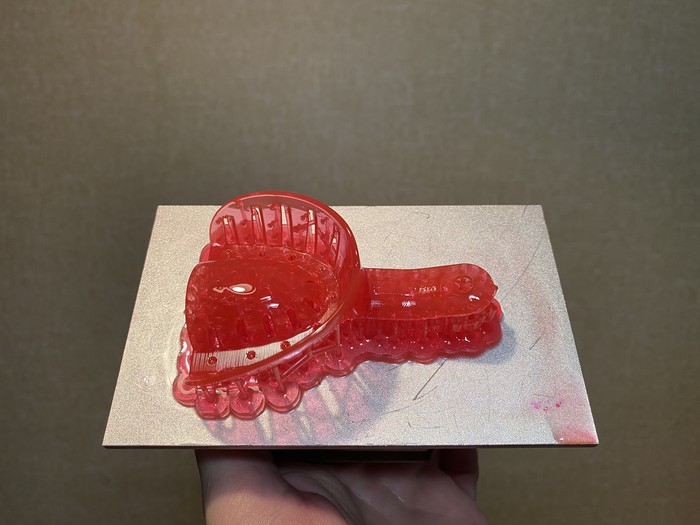
И напоследок - Эластик, самый мягкий полимер. Конечно же я попытался напечатать пружины.
Очень плохо. Тогда сразу к шинам. К сожалению, мягкий полимер (а он очень мягкий) при печати требует особых навыков.
Тоже все посрывалось. Вернее даже, разорвалось. Добавил поддержек побольше.
Разорвались лишь верхушки.
Пробовал много разных вариантов поддержек, и скоростей отрыва, каждый раз результат негативный. Так и пришёл к мысли, что результат не от скорости зависит. Поставил экспозицию выше в 2 раза, и получил на что то похожий результат.
Всего лишь небольшая дыра. Поставил экспозицию в 3 раза выше, и результат отличный.
Опираясь на этот опыт, при печати Флекс М (было выше) сразу выставил экспозицию в 3 раза выше.
КАК БЫ ИТОГ
Итог подвести непросто, потому что под каждый материал нужны свои задачи. Однозначно - Флекс М лучше для каких то прокладок, а Эластик для шин, Таф для ложек и пружин, а в многообразие оставшихся флексов и нейлонов, под индивидуальные задачи.
P. S. Можно теперь открывать шиномонтаж.
И до кучи - чтобы понять отличия версий софт и хард на измеренном уровне, приведу параметры этих полимеров:
Hard версия полимеров
Hn:
Hardness: 75D (ShoreD/A)
Tensile Modulus(GPa): 1.5 GPa
Flexural Strength(MPa): 25 MPa
Flexural Modulus(GPa): 0.30GPa
Impact(J/m): 18 J/m
Elongation @ Break: 20%
Tensile Strength: 23 MPa
Model:
Hardness: 85D (ShoreD/A)
Tensile Modulus(GPa): 1.2 GPa
Flexural Strength(MPa): 12 MPa
Flexural Modulus(GPa): 0.2GPa
Impact(J/m): 10 J/m
Elongation @ Break: 10%
Tensile Strength: 23 MPa
Flex:
Hardness: 60D (ShoreD/A)
Tensile Modulus(GPa): 0.8 GPa
Flexural Strength(MPa): 35 MPa
Flexural Modulus(GPa): 1.2GPa
Impact(J/m): 40 J/m
Elongation @ Break: 50%
Tensile Strength: 45 MPa
Софт версия
HN:
Hardness: 75D (ShoreD/A)
Tensile Modulus(GPa): 1.1 GPa
Flexural Strength(MPa): 21 MPa
Flexural Modulus(GPa): 0.45GPa
Impact(J/m): 30 J/m
Elongation @ Break: 40%
Tensile Strength: 19.5 MPa
Model:
Hardness: 80D (ShoreD/A)
Tensile Modulus(GPa): 0.8 GPa
Flexural Strength(MPa): 18 MPa
Flexural Modulus(GPa): 0.4GPa
Impact(J/m): 16 J/m
Elongation @ Break: 15%
Tensile Strength: 15 MPa
Flex:
Hardness: 50D (ShoreD/A)
Tensile Modulus(GPa): 0.8 GPa
Flexural Strength(MPa): 43 MPa
Flexural Modulus(GPa): 1.5GPa
Impact(J/m): 45 J/m
Elongation @ Break: 60%
Tensile Strength: 43 MPa
теперь всё :)