Привет всем любителям 3д печати для своего хобби, коллекционерам и просто любопытствующим
Печатью в качестве хобби занимаюсь уже пару лет хоть и с большими перерывами, принтер - Elegoo Mars 2 Pro
По мере возможностей хочу поделиться с вами своим опытом в этом деле, надеюсь это кому-то поможет. И рассчитываю на конструктивную критику, а также на полезные советы
Была у меня 3д печати всегда одна проблема - базы (подставки). Как-то про позиционирование миниатюр везде рассказывают - под каким углом, каким боком лучше, да и в целом миниатюрки (да и не только) уже редко авторы выкладывают без предсаппорта, проблемы с ними бывают, но не критические. А вот базы...
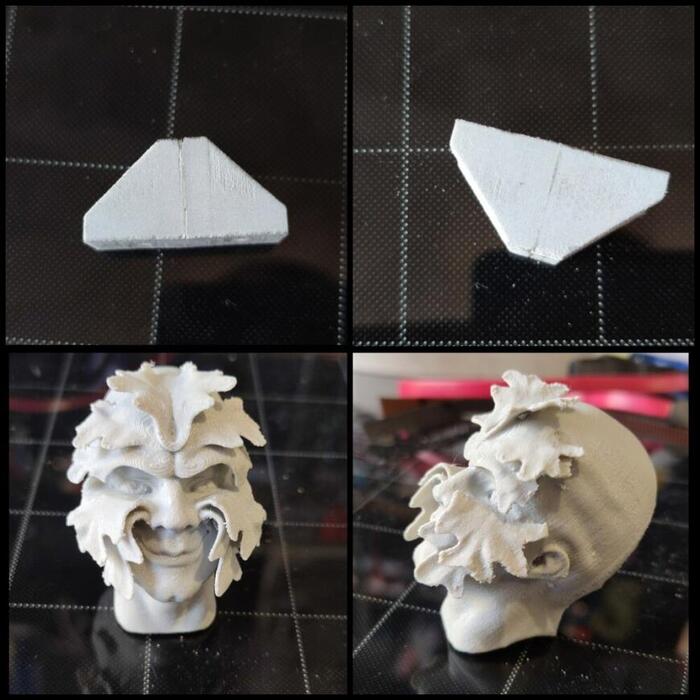
Какими они у меня только не получались - кривыми, поплывшими, выпуклыми (или впуклыми) или в чудесную крапинку от поддержек. Мое любимое комбо - со следами от поддержек и выпуклые. Абсолютно бесполезны в роли баз, следы затереть ровно не выходит, зато очень задорно прокручиваются вокруг своей оси. Просто посмотрите на эти произведения искусства:
Казалось бы - все равно базы будут дном вниз и всего этого ужаса будет не видно, но модель на них особо не приклеишь из-за выпуклости, а те, что поплыли и вовсе иногда переворачиваются вместе с моделью. Да и мой внутренний перфекционист просто не выносит таких серьезных недоработок
Было отпечатано несколько проектов, где была одна и та же база на поддержках, но под разным углом, с шагом в 5 градусов. Выхлопу от таких экспериментов было ноль...
Логично, что если бывают пресаппорченные модельки, то и базы наверняка с поддержками есть. И какой же пресаппорт от авторов? Они просто втыкают базу перпендикулярно столу и готово. Казалось бы - всё гениальное просто. Вот только если печатать слоем больше 0,03, то база в таком расположении будет полосё за полосёй. А если печатать базы > 50 мм диаметром, то шансы, что она отвалится из-за веса, кратно возрастают. Можно натыкать тяжелых поддержек, от которых останутся дыры, или легких, но почти по всему периметру базы. На мой вкус даже при шлифовке небольших следов сбоку базы у неё теряется геометрия. Да и в довесок времени на печать баз уходит как на нормальную миниатюру. Как-то мне не хочется печатать по 8 часов базу
Всё мне не нравилось в этом деле и печать подставок была откинута в долгий ящик - брака всякого у меня полно осталось, для своих проектов я их и надфилем могу подточить. А мучаться и дальше с мне не хотелось
Спустя примерно полгода затишья пришла идея максимально простая - тупо плашмя печатать базы от стола. Ни поддержек, ни поиска нужных углов, ни отвалов. Шикарно же. Но не совсем - из-за большей засветки нижних слоев имеем эффект "слоновьей ноги". В целом не критично. У меня нижних слоев всего 10, поэтому кант получается даже симпатичный, по крайней мере на мой взгляд
Навертев новый проект отправляю его в печать, полчаса ожидания и радостно бегу снимать стол и... И всё. Мой путь в 3д печати здесь и должен был закончится, по крайней мере до момента покупки нового стола. Базы намертво прилипли к нему. Подцепить никак, даже мизерная паразитная засветка сделала дело - теперь подставки часть стола и стол часть подставок. С горем пополам мне удалось таки отодрать (именно отодрать) результат моих гениальных экспериментов, хотя бы без доп. затрат на новый стол и то спасибо. Ну и базы собственно все получились как обгрызенные и исцарапанные, зато не выпуклые
Метод рабочий, но реализация хромает и сильно. Поэтому недолго думая заказываю из Поднебесной вот такой магнитный стол для своего Марса. Обошёлся он +- в 500 денег. Принцип работы - на сам стол клеится магнит, к магниту цепляется пластина. Не сложно. После нужно заново откалибровать принтер и готово. Собственно габариты для Mars 2 Pro на скрине
Совет: если обзаведетесь подобным столом, то отворачивайте пластину язычком в сторону направляющей принтера. У меня она была выведена на лицевую сторону и с душераздирающим скрипом царапала стенки ванны. К счастью без последствий
Приободрившись морально, снова отправляю базы в печать. И чудо. Все печатается на ура. Снимать готовые подставки одно удовольствие - отцепляем пластину чутка прогибаем и готово. Большие сами слетают. Мелкие просто подцепить слегка нужно
Совет: не располагайте базы диаметром +- 25 мм ровными рядами в центре стола, хотя бы в шахматном порядке. Ибо пластина хоть и гнется, но пополам не сложится - могут возникнуть небольшие трудности
Да, иногда остается полосатость при большой толщине слоя, хоть и редко. Честно, лучше я отпечатаю толщину в полсантиметра слоем 0,02 часа за полтора, чем буду играть в рулетку с перпендикулярными базами на протяжении нескольких часов. На сильно рельефных базах бывает, что очень даже видно слои, но не часто. Полностью отказаться от других методов печати баз не удастся, если на подставках есть сильно выступающие и текстурные элементы, но в целом сократить время общения с оными - вполне
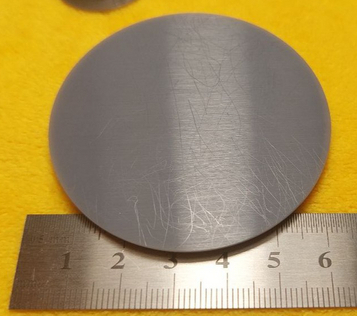
Царапины не совсем царапины - просто повторение текстуры стола
Иногда слои все же видно, но только если максимально присматриваться, единственный вопрос - как будет выглядеть после грунта
Большинство баз печатается вообще без видимых слоев, снизу видно кант от долгой засветки первых слоев
Предостережение: и самое главное - не печатайте так базы, которые имеют пустоты на дне. Типо таких:
Борты ломаются, а на дне из-за отсутствия поддержек будет слоистый пузырь с жидкой смолой. В целом можно его срезать до твердого и так оставить. Но рваные края могут крошится. И не всегда это твердое там будет - бывает на больших базах весь центр жидкий и провисает. Для своего проекта мне и такие подошли. Собственно вот, после ультрафиолета и грунта:
На этом, думаю, всё. Спасибо всем кто уделил внимание посту и прочитал его
Если вам было интересно можете заглянуть и в группу ВК - https://vk.com/lekji3d
Там сейчас пустовато, и я только начинаю пытаться создавать сообщество, где буду делиться опытом и по мере сил развлекать народ. Ну и, чего греха таить, если получится отбить хотя бы часть затраченной смолы
Критика приветствуется, особо сильно приветствуются советы, каким еще образом можно печатать подставки, да и не только подставки, если честно, а в целом плоские объекты