
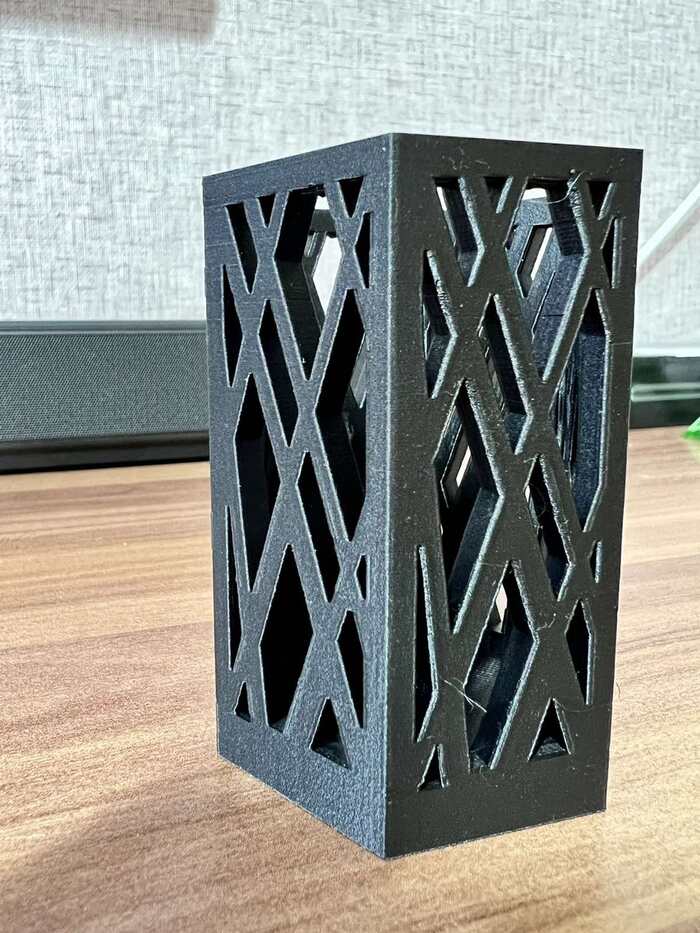
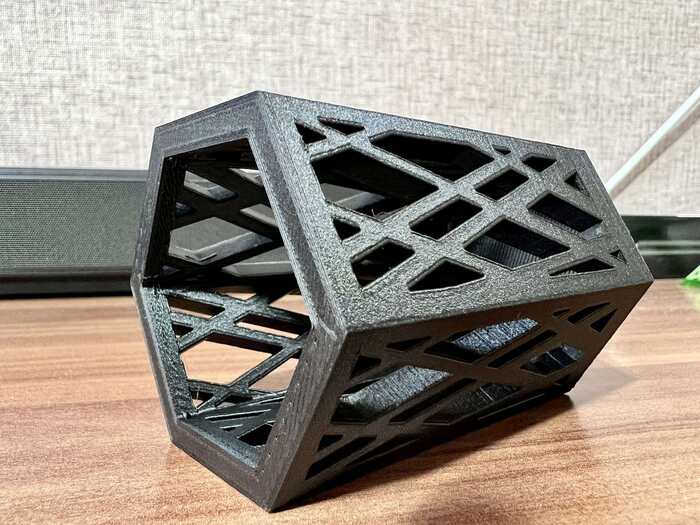
Конфетница
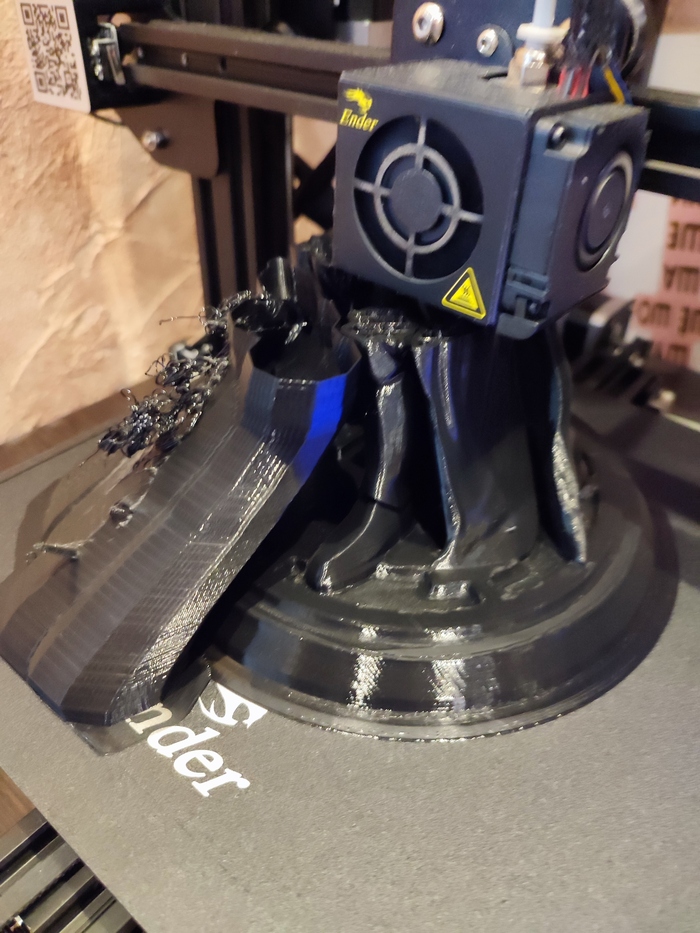
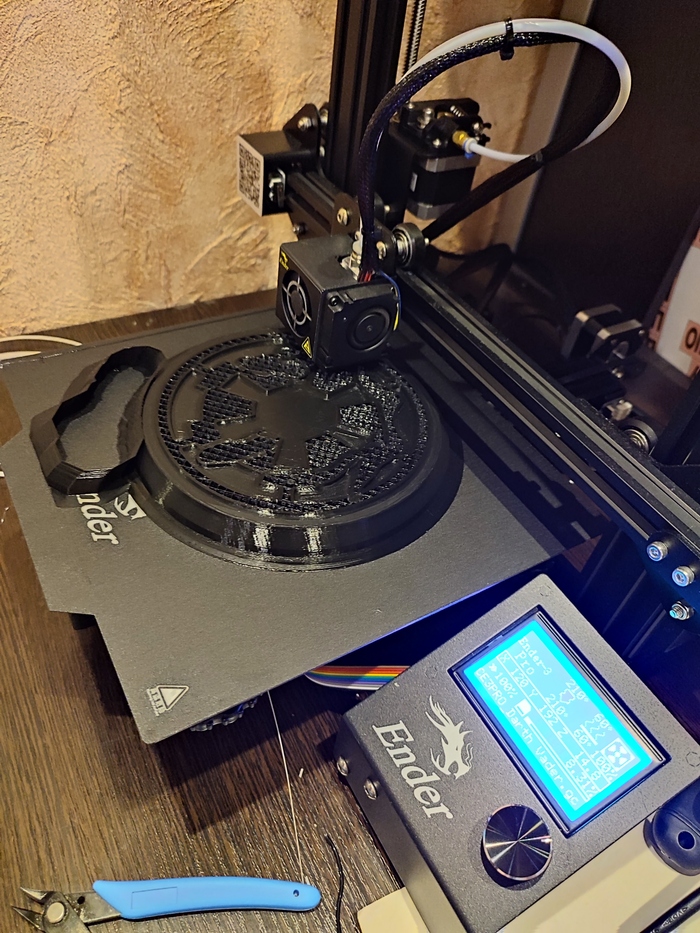
Сделал конфетницу из вазы.
Модельку вазы скачал туть - скачать stl
Как по мне достаточно красиво и мило.
п.с. если у вас дно с дырками, поднимите поток и уменьшите слой, тогда все будет норм


Показать полностью
1
Сделал конфетницу из вазы.
Модельку вазы скачал туть - скачать stl
Как по мне достаточно красиво и мило.
п.с. если у вас дно с дырками, поднимите поток и уменьшите слой, тогда все будет норм
Приветствую.
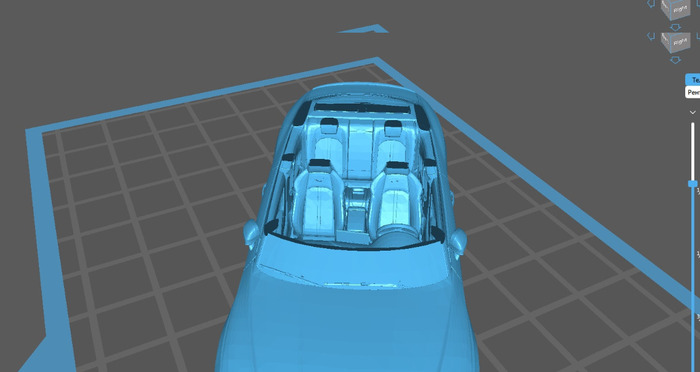
Вытащил модовую 3д-модель машины из gta 5 и открыл её в блендере для подготовки к печати. Из-за специфики исходника в модели есть салон, двигатель и т.д. которые для печати не нужны. Более того, при печати стёкла машины получаются такие тонкие, что их можно продавить пальцем и увидеть салон. Поэтому возник закономерный вопрос: "Можно ли как-то заполнить пространство в салоне машины, чтобы принтер напечатал только оболочку?" Короче любом способом напечатать экстерьер машины.

Здравствуйте. Пишу пост в первый раз, прошу сильно не ругать.
Хочу заняться 3д печатью для себя, но видя цены на принтеры немного пугаюсь. Плюс ко всему я не думаю, что буду печатать в больших объёмах и часто, чтобы как-то окупить стоимость.
Поэтому прошу помощи с печатью миниатюр для настольных игр. Я не знаю ни групп, ни людей, кто мог бы помочь. Модели есть, стараюсь выбирать с поддержками, но нет возможности печатать. Сам я из РБ и я не могу найти что-то подходящее. Будет достаточно, если скажите группы, где согласны помочь или кто-то согласен напечатать с оплатой.
Все модели я могу предоставить.
Но если я и сам буду искать принтер, то прошу дать советы по выбору модели или производителю принтера (фотополимерный), выбору смолы и какие программы лучше использовать. А также возможно ли купить б/у принтер в хорошем состоянии и как долго может прослужить принтер и цена ремонта, если знаете.
Заранее спасибо.
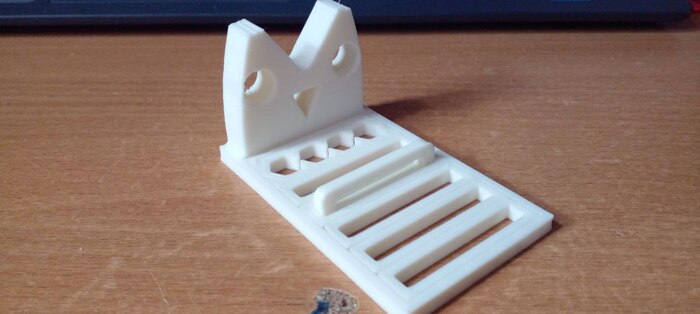
Вчера смоделировал модельку подставки для телефона. Максимально облегчил и добавил отверстия для настройки угла наклона смартфона. Печатал PLA соплом на 0.6 и слоем в 0.2 мм
Ссылка для скачивания модельки


Распечатал модель Дарт Вейдера
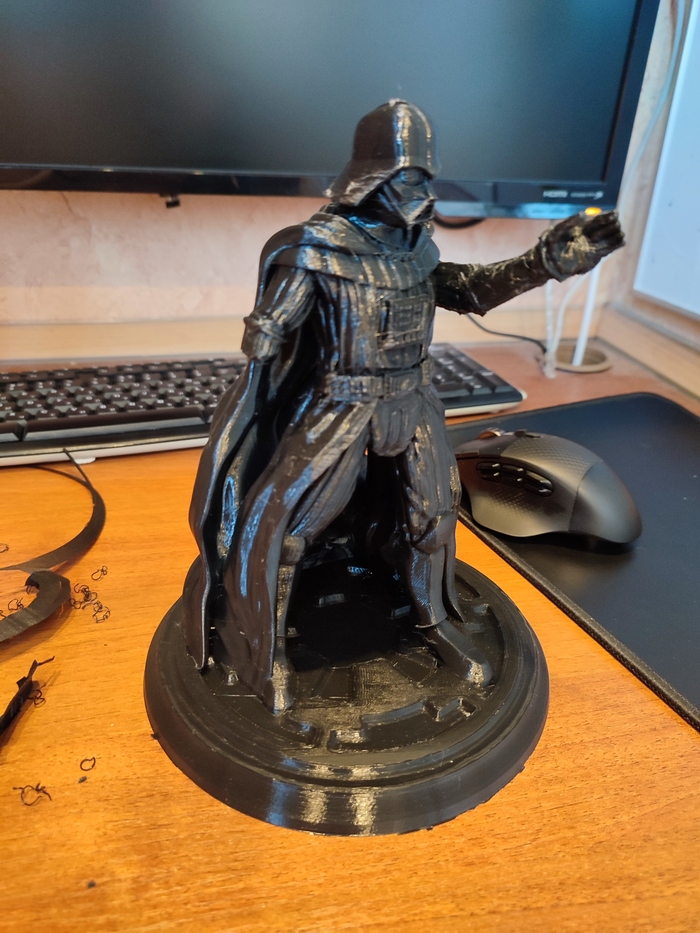
Руки и меча в процессе печати он лишился (сам виноват - не посмотрел, что хреново просчитались поддержки)

А так вполне себе ничего)

Печать заняла 4ро суток, на максимальном (0.12) качестве для моего принтера (ender 3 pro)


Видно как рассыпается меч с рукой (
Принтер: Anycubic photon mono
Смола: anycubic clear
Краски: brauberg акрил
Инструменты: кисти, губка
Грунтовка: KUDO craft
Не так давно приобрел второй 3Д принтер, в этот раз из смолы. Поднапряг своих знакомых и друзей для поиска идей. Нашёл очень классную модель охотника из ярнама.



Ну и пара фото в процессе


Если кто-то сомневается в качестве мелких деталей то вот пример:

В процессе самой большой проблемой была скорость высыхания клея. Жду советов по клею для сборки моделей. Использую сейчас Момент кристалл.
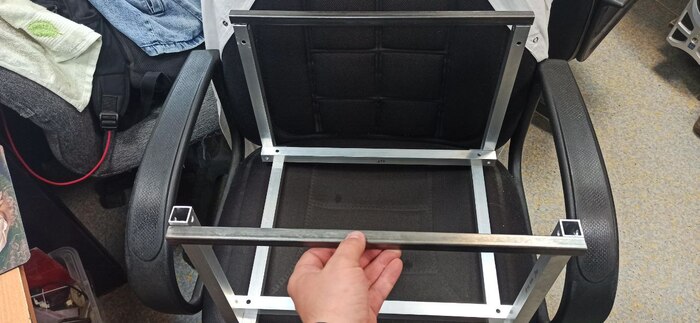
Доброй ночи, коллеги. Продолжаю собирать 3д принтер из хлама(из старых струйных принтеров и алюминиевых профилей, и да, на сервоприводах)
Я не очень хорош в слесарных работах, так как такой опыт у меня впервые.
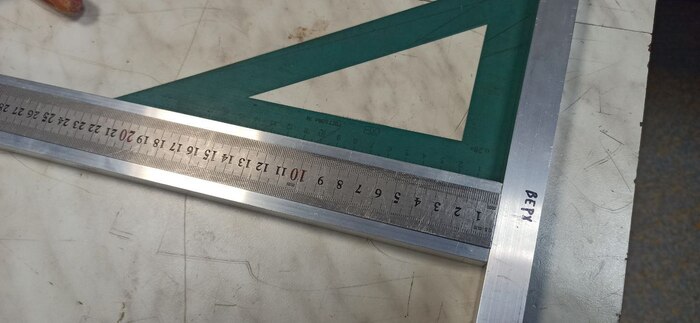
Имеющиеся профили 20х20мм я напилил ножовкой, пытаясь имитировать сборку всего этого дома, когда нет ленточной пилы по металлу и прочих технических металлообработочных ништяков. они были напилены местами косовато, но в целом длины заготовок я выдержал.
Сверлил отверстия, но получились дырки(кажется появился новый инженерный мем), ибо сверлил я их шуруповёртом, дабы иметь условия городской квартиры когда под рукой нет ЧПУ-дрели,но всё ж надо было на сверлильном станке, и размечать уверенно кернилкой, а не вот это елозенье плоской отверткой по голому металлу.
из деталей:
4 алюм профиля 20*20мм длиной 310мм(вертикальные стойки)
4 алюм профиля 20*20мм длиной 350мм(горизонтальные трубы вдоль направления оси Х)
2 алюм профиля 20*20мм длиной 425мм(нижняя часть)
2 алюм профиля 20*20мм длиной ~72мм(для каретки оси Y)
2 стальных профиля 15*15мм длиной 425мм
1 стальной профиль 15*15мм длиной 348мм(350мм-2мм, это ось Х)
Начинаем размечать отверстия(потом их добавлю на чертежах, чертежи будут, да:) )
Отступаем от кромок по 10мм для одной грани, и 10мм и 30мм для другой грани

Копался в закромах дома, и нашёл много болтов М5 длиной где-то 15мм, и сразу решил что буду их птятать внутри профилей, так вроде немного эстетичнее проще собирать, не придётся вставлять трубки внутрь профилей, чтоб их не деформировало. Болты М5х15мм крепим в тисках и пропиливаем шлиц под плоскую шлицевую отвертку, чтобы потом в дырдочку вставлять отвертку и затягивать болты.
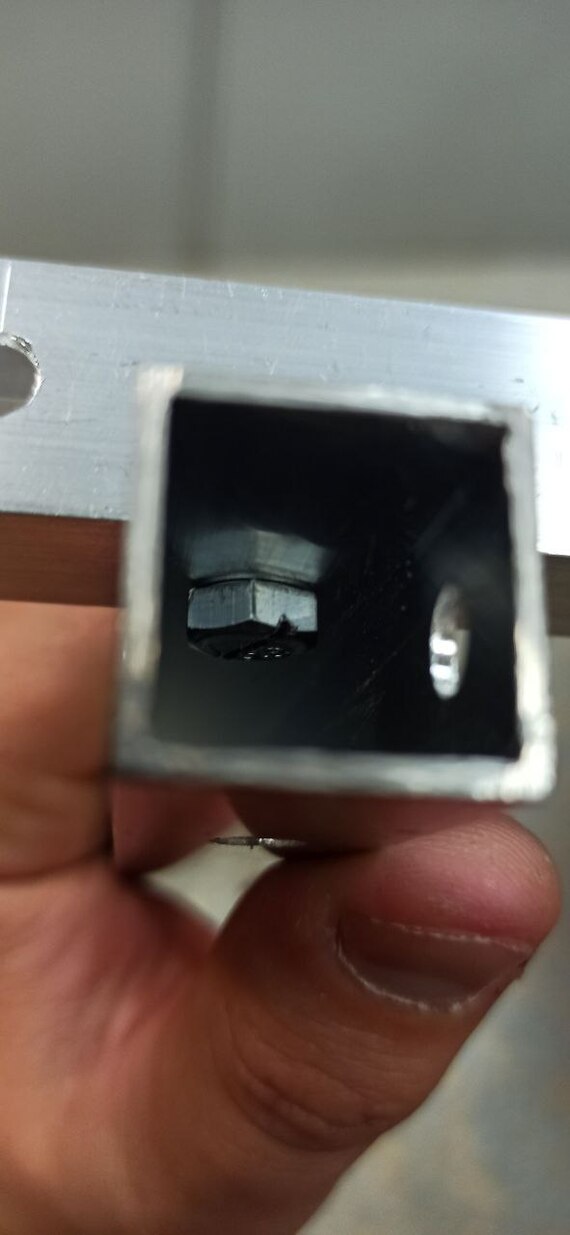





Собираю и вижу что местами вылязат недостатки сверления шуриком: рама немного неровная.
Ну ладно, раму собрал, нужно собирать ось Х. Для неё я подготовил пару коротких профилей 72мм, это были огрызки, но всё равно пошли в дело. По середине размечаем и сверлим отверстие сверлом 5,5мм.
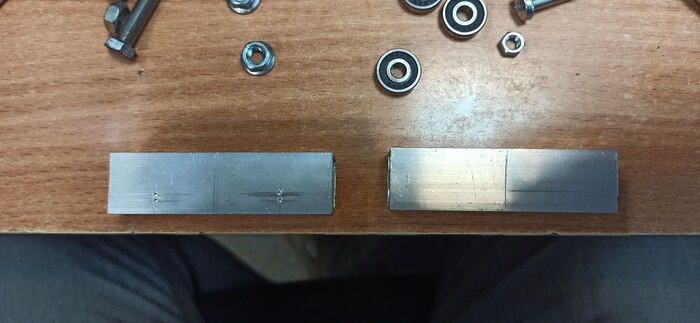
От нижнего края отступаем 7мм, это чуть меньше половины наружнего диаметра подшипника 625ZZ(D=16мм). Это позволит подшипнику немного выступать над профилем и кататься по стальному профилю. От центральной риски в стороны отступил по 20мм влево и вправо и просверлил.
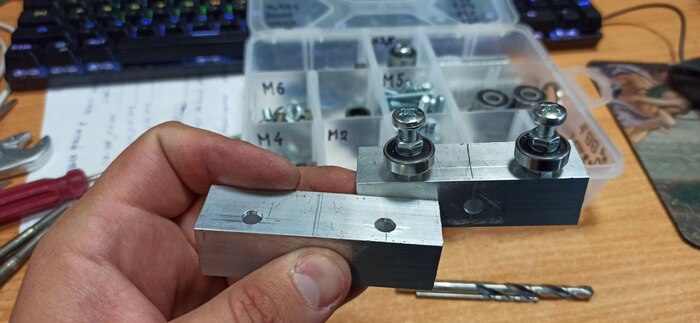
С другой стороны опять по середине размечаем и сверлим отверстие сверлом 5,5мм. Через него будем крепить профиль с подшипниками к оси Х.
Берем болты М5 длиной 30-40мм и через проставочные гайки М6 прикручиваем их к профилю.


На стальном профиле 348ммотступаем по 9мм от края с каждой стороны и сверлим отверстие сверлом на 6мм(накерниваем точку, сверлим сначала сврлом 2мм, потом 4мм, потом уже 6мм)
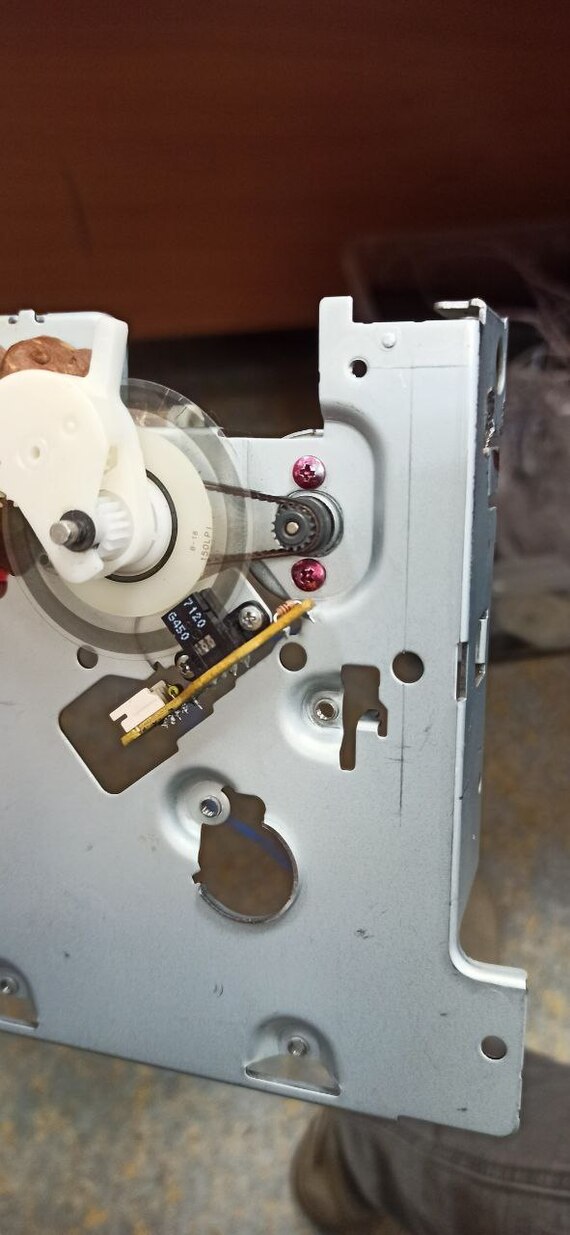
Собираем, и проверяем: ось катается тунда-сюнда(привет Доктор Дью), но имеет свободу немного вращаться в горизонтальной плоскости.
Подшипники для компенсации болтания я усталовил, но видео снял забыл, но это ещё не все, нужно снизу 1 штуку, и сбоку 1 штуку.
Вылезла проблема со стальным профилем 15*15мм. но не ровный. Немного выгнут. Буду пробовать править его, но не факт что получится, и придётся сделать на алюминиевом, как делал pamalofeev.
На очереди резметка мест для отверстий на экструдере.



Баянометр нашёл Розу шарлотту 91% - ну тут уже в этой ситуации мои полномочия всё. А пост я всё равно выложу. Профили мои, трудозатраты мои, косяки с ошибками - тоже мои, и пост мой.
Всем сервоприводов, быстрых, дерзких,
Как пуля, резких!

Всем добрый день!
Вот и приближаемся к концу моих обзоров по ERYONE, осталось всего 4 катушки пластика. Потом надо будет делать заказ и долго ждать. Но не будем о грустном, ведь я еще и полимерник купил, будем обозревать смолу в перерывах )).
Итак, сегодня карбон, а точнее PETG Carbon Fiber и PLA Carbon Fiber от ERYONE. Цена на него довольно демократичная, а 27го в ВК в группе разместят новую акцию, посвящённую какому-то там празднику алиэкспресс, так что подписывайтесь и участвуйте, будут как скидки так и розыгрыши халявы если народ наберется. Там я надеюсь ухватить новиночку у ERYONE - двухцветный пластик. То что показывает на скринах производитель очень любопытно.
Итак филамент…
Катушка, как всегда, пришла под вакуумом. Нить ровная, матовая и шершавая, но при этом, в отличие от того же филаментарно, совсем не ломкая, согнуть пруток на 180 градусов можно у обоих типов пластика.
Сопла стальные с Китая я так и не дождался, так что решил запороть на карбоне сопло латунное, думаю, что протестировать две карбоновых катушки мне его хватит.
Для теста PETG я взял модельку стаканчика под ручки да карандаши с большими промежутками для теста ретрактов, ведь какой тест PETG без проверки на сопли. Параметры поставил средние для PETG – 230 градусов экструдер, 80 стол, 4.5мм откат.
Модель на удивление вышла монолитная, с хорошо пропёкшимися слоями и всего в углах пара струнок провисла. То есть пластик совсем не сопливит и ретракты отрабатывали как надо на протяжении всей печати.


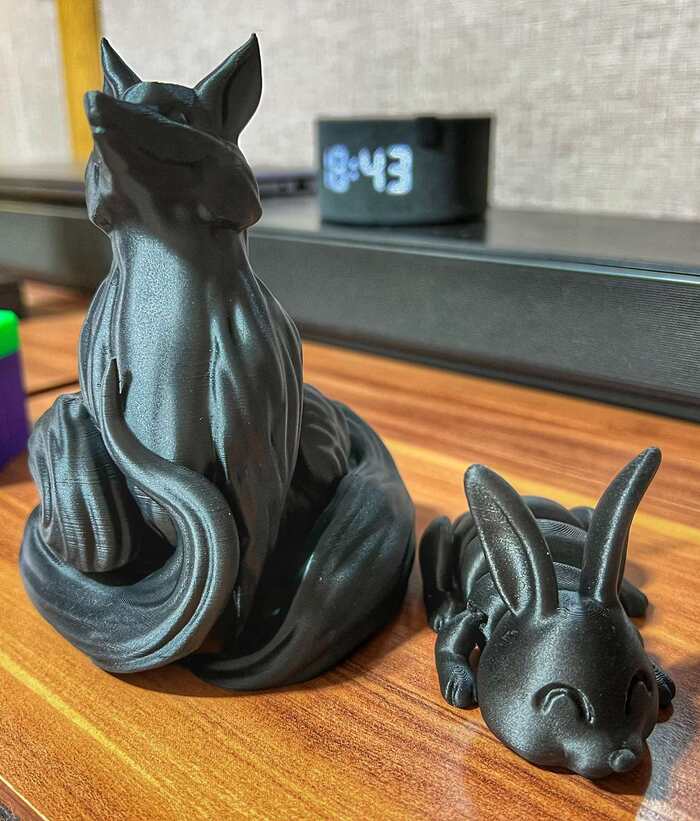
Затем распечатал артикулированного зайчика, чтобы посмотреть, как пластик работает на малых поверхностях. Но и тут результат был выше ожиданий. Ушки у зайки получились ровные, с хорошей поверхностью.
Так же распечатал просто палочку из обычного PETG и из карбонового, что бы проверить на излом по слоям. Карбоновый пластик гнулся с намного большим сопротивлением чем простой PETG, но сломался при более медленном радиусе сгиба. То есть карбон не добавляет пластику эластичности... хотя с чего бы ))
Подводя итог хочу отметить удобство работы с данным пластиком, а также его красивую шелковистую текстуру. Во время печати нет сильного запаха, нет большой усадки – работать с пластиком PETG Carbon Fiber от ERYONE одно удовольствие.
+ отличная цена на пластик по сравнению с аналогами
+ большой диапазон температур, что позволит получить хороший отпечаток без подготовки
+ красивая поверхность
+ Хорошая спекаемость слоёв по шву жёсткая на излом
— немного сильнее запах при экструдировании в отличие от обычного PETG пластика
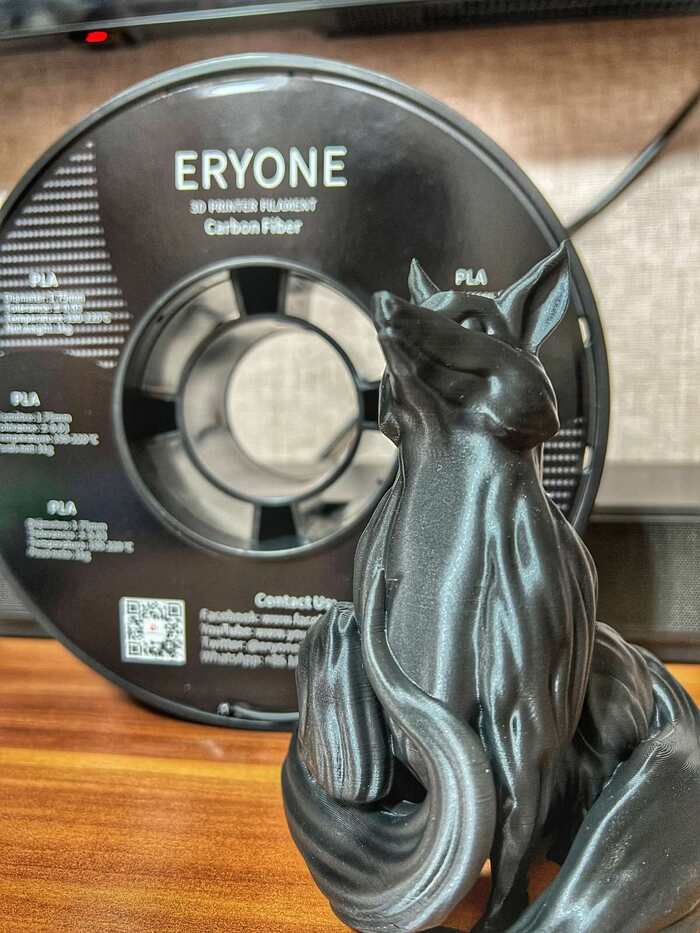
Дальше поставил PLA Carbon Fiber, тут особо изгаляться не стал, а просто распечатал модельку лисицы. Слои легли ровно, нависания на хвосте и подбородке очень качественные. Короче впечатления одни плюсы.

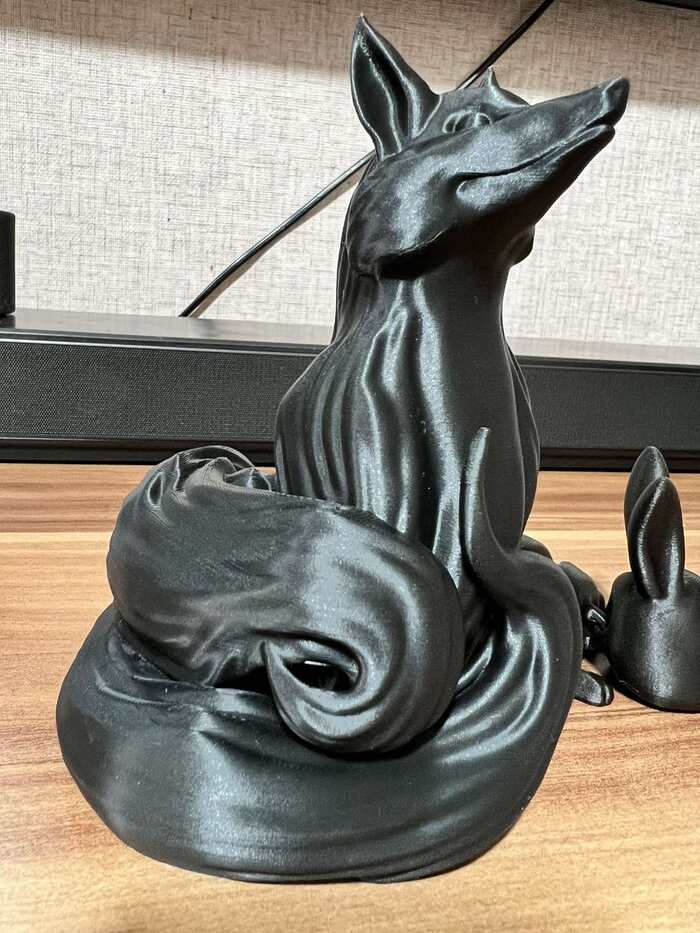
ну в PLA комментировать нечего - просто, удобно, красиво. Карбон добавляет поверхности блеска и матовую поверхность на ощупь. Отличное сочетание.

ну и немного похвастаться хочу отойдя от темы обзора. Распечатал полностью на фотополимернике модельку деревянного дракона. Впечатления сугубо положительные. Дракон имеет дичайшую детализацию и проработку, печатается из 6 кусков которые склеиваются той же смолой и фонариком, я был в диком восторге... опущу момент себестоимости только )))
кстати если пластик понравился, то у ERYONE он называется Red Orange. Проблем с ним у меня не возникло никаких, хоть и печатал я первый раз.


