


Нео
Один из главных героев серии фильмов «Матрица».
Высота 25 см
Принтер Anycubic Photon Mono X
Материал: фотополимерная смола, акриловые краски, акриловый лак














Показать полностью
14
Один из главных героев серии фильмов «Матрица».
Высота 25 см
Принтер Anycubic Photon Mono X
Материал: фотополимерная смола, акриловые краски, акриловый лак

Масштаб 1:10
3D принтер: ANYCUBIC Photon Mono X
Фотополимер: Harzlabs, INDUSTRIAL ABS + ANYCUBIC
Высота слоя 35 мкм.
3D скульптинг: Wicked
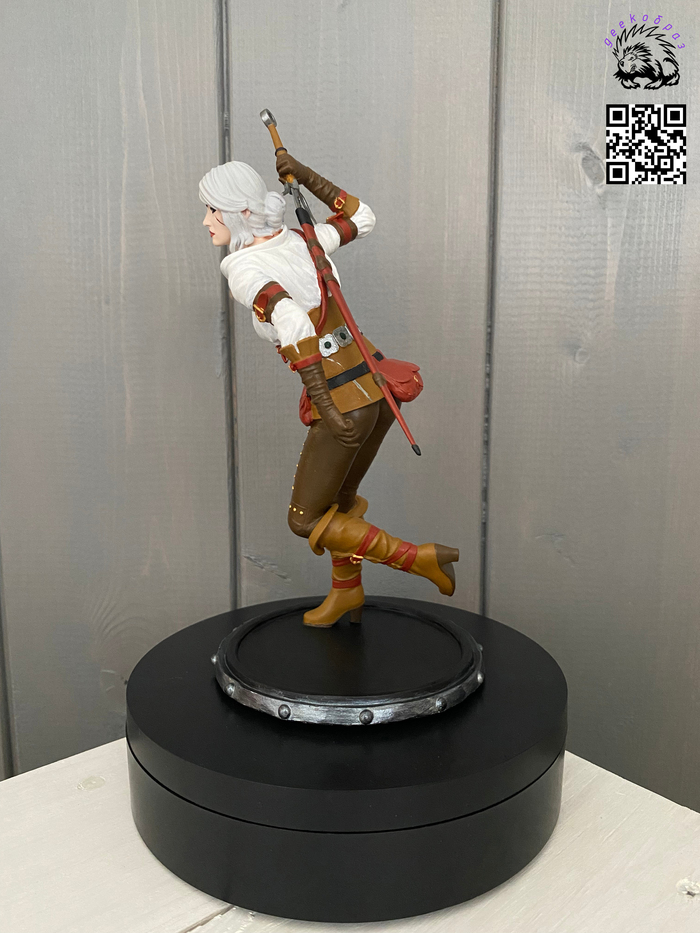
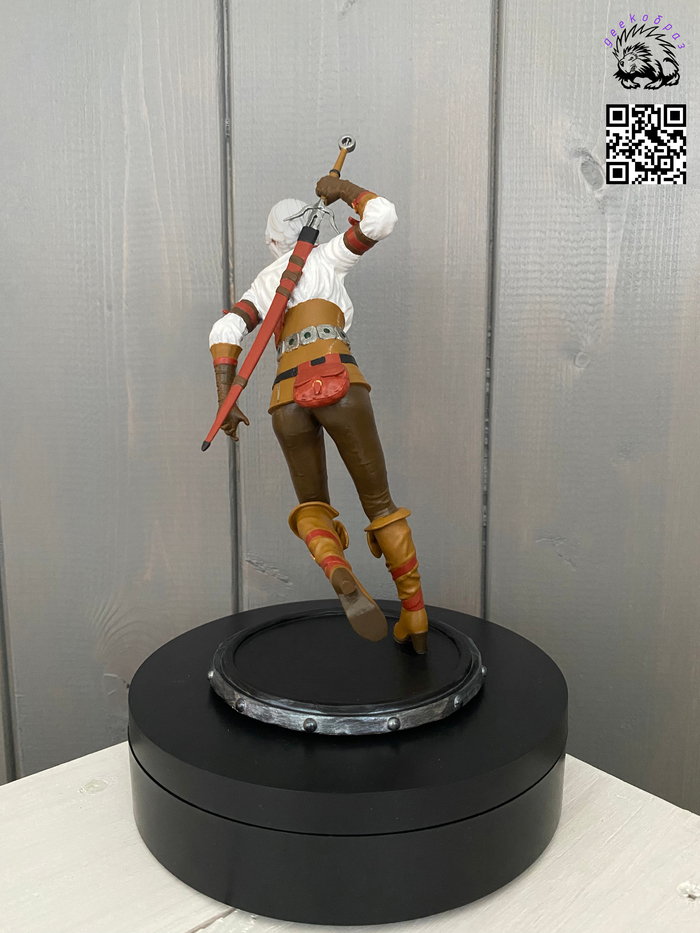
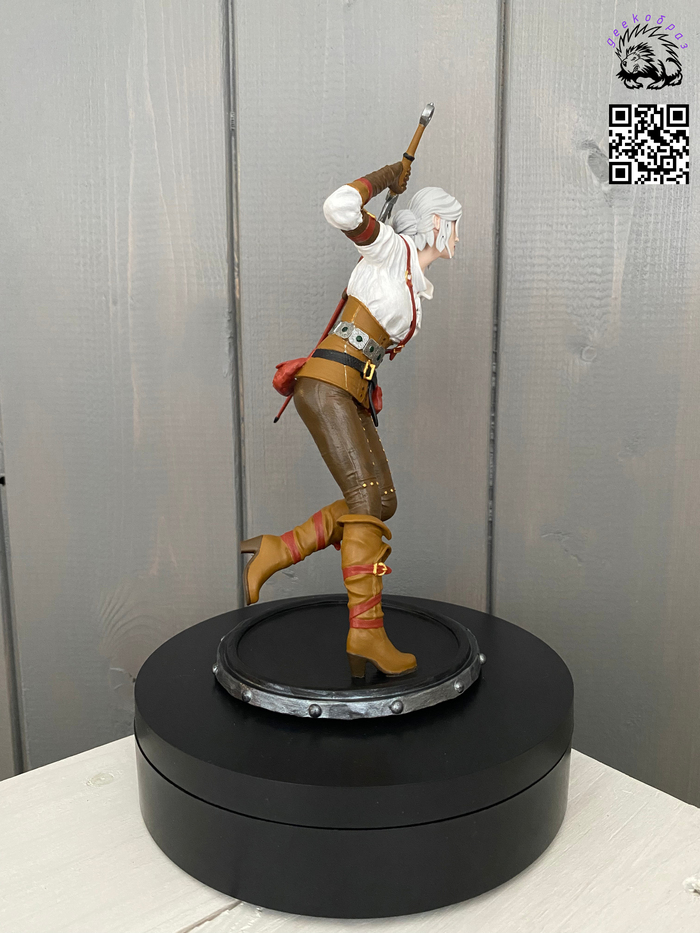
Cirilla from The Witcher 3: Wild Hunt
Model: https://cults3d.com/ru/3d-model/art/ciri-h3llcreator
Высота 17,5 см, печать на elegoo saturn смолой elegoo water washable, ручной покрас красками vallejo.




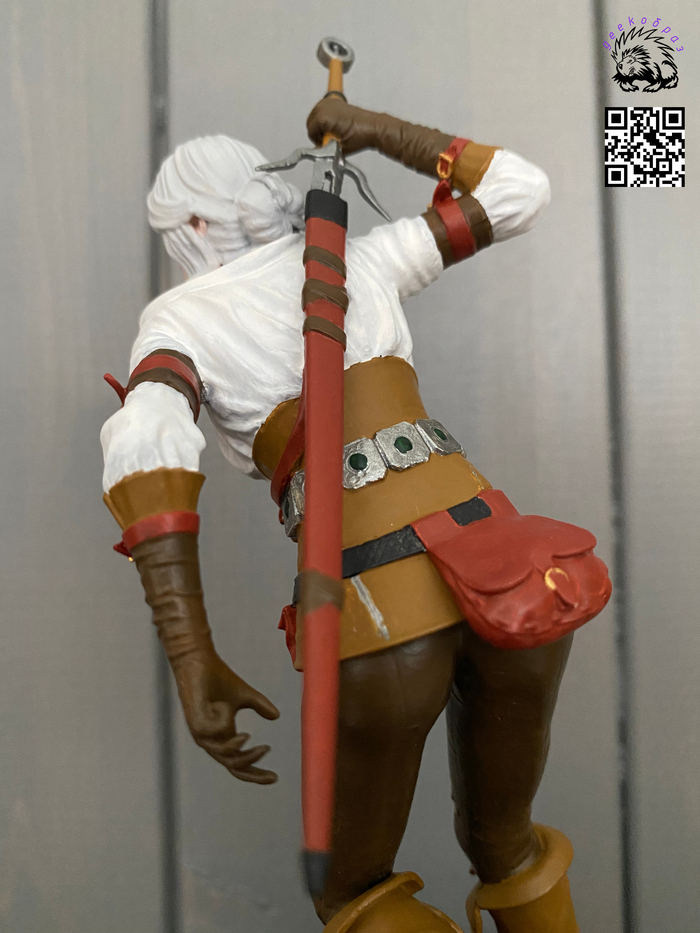
Проблема заключается в том, что при печати, там где начало "колбаски" слоя встречается с его завершением в модели (шов вдоль оси Z) при печати образовываются дыры. На маленьких, толщиной 1-3 слоя тестовых моделях дефекта нет (тестовые кубы, башни ретрактов и т.д.). Стоит напечатать что-то более внушительное - тут, как тут.
- ретракты настроены (скорость, длина)
- температура печати в диапазоне (пробовал менять, дефект не уходит).
- линеар адванс настроен.
На борту:
- Директ экструдер
- Цельнометаллический хотэнд
- Калибрую под печать PetG
Может кто-нибудь сталкивался или знает в какую сторону копать?
PBT или полибутилентерефталат - недавно появившийся у ув. гр. Советова (3D-Club.ru) в ассортименте филамент.
По описанию - лютая инженерка. Прочный. Скользкий. Износостойкий. Держит высокие температуры (150+).
Если погуглить, самое популярное применение - кейкапы.
Штука интересная, но стоит - конь. Так что пришлось долго клянчить у Антона пробничек)
И вот, недавно получил заветный моточек (на самом деле даже два)
Параметры печати вышли у меня такие:
Температура: 260/110
Адгезив: БФ2
Необходим широкий брим
Обдув: Только по необходимости, в целом не нужен.
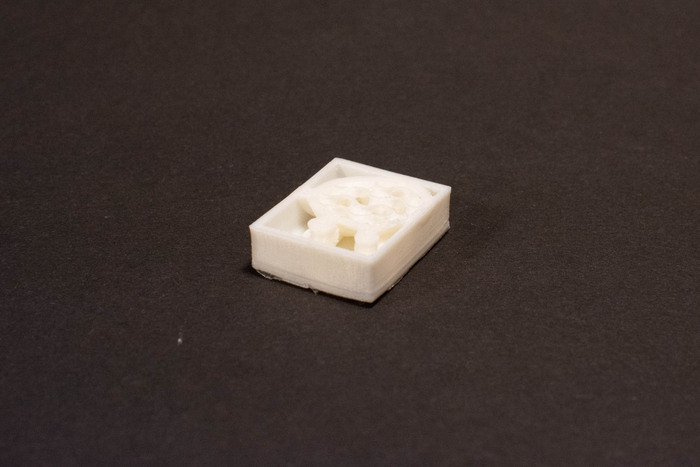
На новую клавиатуру не хватит, так что будем печатать традиционного кота-в-коробке.
Нить белая, гладкая, в меру гибкая. Осматриваем, и кидаем в сушилку на полный жар. Филамент сушить надо всегда, а незнакомый - надо вдвойне.
На следующий вечер заправляем в медведя. По рекомендации производителя сопло грею до 260.
Давится легко. В силу кристаллической природы наблюдаем интересный эффект. Выходит из сопла ниточка прозрачная, но буквально через секунду резко мутнеет и белеет. И усаживается.
Прогнал марлиновский тест к-фактора, получил что-то около 0,05.
Поехали запекать котэ.
Температура 290/110
Слой 0.2
Скорость 60
Ретракт 0.5/35 (по наитию)
Обдув выключен
Так как тест ПА отлипал от стола неохотно - решил оставить стекло с К90.
Попытка номер раз:
Прогреваем, запускаем...
И вот, слое на пятом, слышу из принтера звонкое ЧПОК! и углы распечатки устремляются вверх. Серединка, к слову, держится неплохо - шпателем отрывал с усилием.
Попытка номер два:
Снижаю температуру экструдера до 260, добавляю брим в 15 линий.
На этот раз пропечатать удалось гораздо больше. Но держало явно с трудом - брим у углов коробки выгнулся. А потом и вовсе оторвался.
Попытка три:
Делаю слой 0.12. Меньше слой - меньше выгибающая сила.
Добавляю брима. Уменьшаю скорость.
Печать идёт, углы напрягаются но держат.
Уже почти уверовал в победу и пошёл пить чай. Вернулся - полукошак катается за башкой по столу. Ять!

Попутно пишу в чатик что, мол, так прикольно и звонко у меня ещё печати не отлетали. Получаю совет сменить адгезив на мульти- или бф2.
С мультиком я пока не разобрался, так что достаю стекло с жЫрным слоем бф2 и перезапускаю печать.
Попытка четыре:
Температура 260, слой 0.2, адгезив бф2
Стол дымит и пахнет. Но держит надёжно.
Успешно допечатываю всего кота до шеи, после чего слышу неприятное похрустывание.
Времени слоя не хватает для отверждения, и печать начинает "плыть". Добавляю немножко обдува - проблема уходит. Кот допечатывается до конца!
Жду остывания, где-то на 50 градусах начинаю ковырять и понимаю - держит, собака. Прочно держит. В итоге оторвал с кусочком клея, пришлось восстанавливать поверхность.
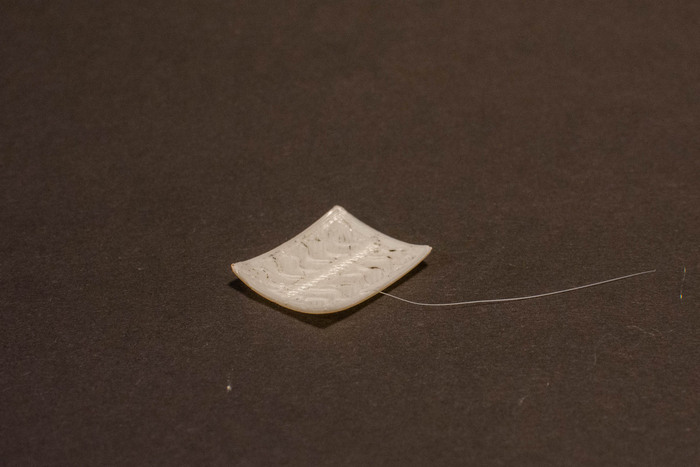
Но и сам кот вышел с косяком - на хребтине дырка.

Опыт получен, моделька на стену - нет.
Перепечатываю ещё раз с подключением вентилятора от уровня шеи и до ушей, подписываю результат и отправляю на полку.

Тут, к слову, и первый пробник вышел весь.
Визуально пластик блестящий, гладкий. Слоистость в глаза не бросается.
На ощупь приятен, вдоль слоя скользит.
По физике - пластик жесткий, гнётся труднее ПА6-Э. Достаточно прочный - голову бракованному коту свернуть не удалось. Клапана ломаются со щелчками, не по слоям - межслойка отличная.
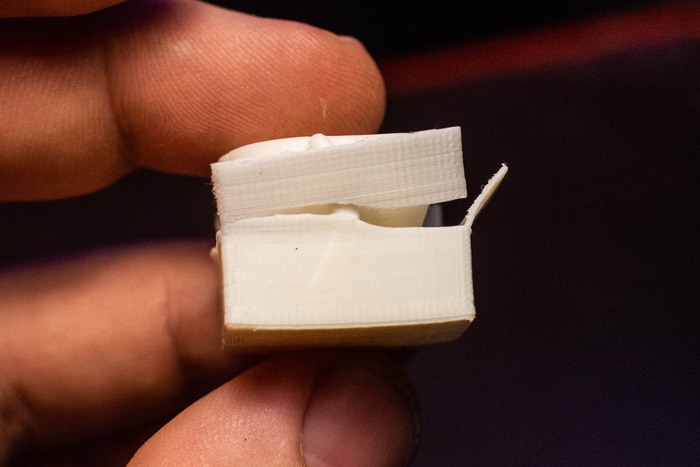
Пытался раздавить коробку пассатижами (4 слоя дна по 0.2, дальше заполнение гироидом 10%), давил со всей дури - оставил едва заметный след.
Ножом строгается с трудом, срез монолитный.
Думаю, можно использовать как альтернативу нейлону в горячих местах, ну или там, где его гибкость будет лишней. Ну и кейкапы печатать конечно)
Здравствуйте, дорогие Печатники! Не могу понять в какую сторону копать. Принтер DEXP T220S, при печати отслаивается подложка и филамент со стола начинает перемалывается в кашу. Слой 0.15, скорость 60 мм/с

В продолжение прошлого поста. Подкрасил Ангрона сухой кистью, что бы выделить детали

Протестировал свою 3д модель напечатав 10 см фигурку, задача сделать Ангрона 50 см

Взял за правило по ходу моделирования делать тестовые печати, в живую лучше видна поза, в отличие на экрана из-за перспективы и тестовая печать будет меня радовать стоя на полочке с другими тестовыми фигурками)

Конечно же я уберу из рук тыквы, это сделал для себя, так как скоро Хеллоуин. По всей фигурке и подставки добавятся черепа и расчлененка в лучших традициях Вархаммера

Печатал на Anycubic mono x

После печати промыл, убрал поддержки, подсушил и загрунтовал грунтом Kudo по пластику
Продолжение следует)
Здравствуйте можете пожалуйста помочь с выбором фотополимерного принтера в районе 30-40 тыс , а также какую смолу лучше выбрать ?
Так же в какой программе лучше начать учиться делать 3д модели



