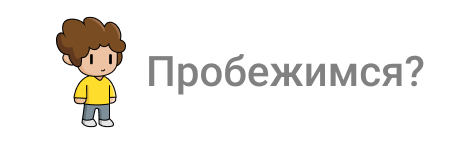


Ремонтируем принтер с Tiger. RAISE3D N2 PLUS DUAL
У меня частенько консультируются по ремонту 3D принтеров, часто проблемы простые, но для новичков непосильные, поэтому решил начать писать статьи по ремонту разных принтеров. Сегодня хотелось бы рассказать про довольно не тривиальную калибровку большого принтера RAISE3D N2 PLUS DUAL.
В одной из прошлых статей я писал про проблемы больших принтеров. Там же упоминал, что стол необходимо крепить к "мощному" основанию, что бы избежать коробления нагревательного элемента. Компания RAISE пошла немного по другому пути, сделав тонкую регулировку всей поверхности нагревательной пластины.


В целом решение интересное, и таким образом вполне точно можно выставить плоскость стола. Но есть ряд недостатков:
1) Стол регулируется на заводе и предполагается, что клиенту его регулировать без надобности. Но как мы все прекрасно знаем, в нашем мире нет ничего идеального, и такой дорогой и сложный аппарат должен продаваться с услугой пуско наладки, но это уже отдельная песня. В целом при не правильной установки принтера на кривой пол, или при транспортировке калибровка стола может сбиться, и клиент печатать как говориться "из коробки" не сможет.
2) Отрегулировать стол без специального инструмента невозможно.
3) Нам требуется отрегулировать стол в двух положениях 1. Плоскость (что бы не было бугров и впадин, добиться максимального пролегания) 2. Горизонт стола.
Но отдельного механизма регулировки этих положений нет, все регулируется этими винтами, что крайне не удобно и довольно сложно
4) У стола в целом не достаточная жесткость. Забегая вперед при не большом давлении показания индикатора меняются примерно на 0,1-0,2 мм. Это не сильно влияет на точность печати, так как стол стабилизирован и на него не оказывается локального давления, но вот во время регулировки это достаточно сложный момент.
5) Отсутствие какой либо авто калибровки, при ее наличии ряд проблем можно было бы решить.
Пожалуй хватит о теории, перейдем к практике, как же отрегулировать данный стол.

Снизу стола расположено 13 регулировочный винтов, ими мы и будем регулировать положение каждой точки. В данный точках имеется один винт, который прижимает нагревательный элемент к основанию, и два контр винта.
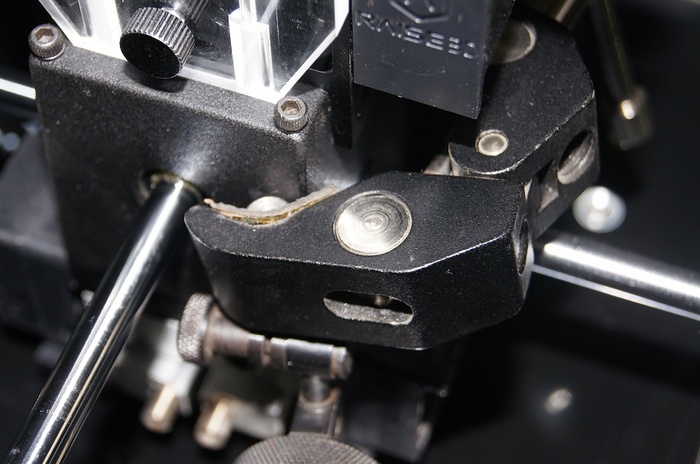
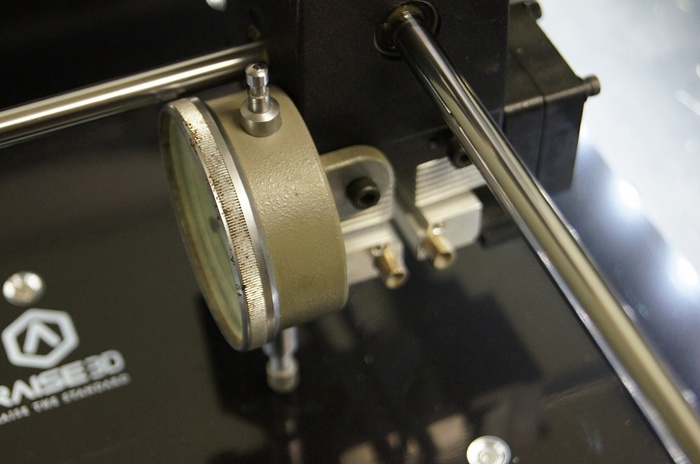
За базу возьмем механику перемещения печатающей головки, таким образом мы отрегулируем стол параллельно движению головки. Для этого потребовалось закрепить индикатор (ИРП или ИЧ-10 с ценой деления 0,01 мм)
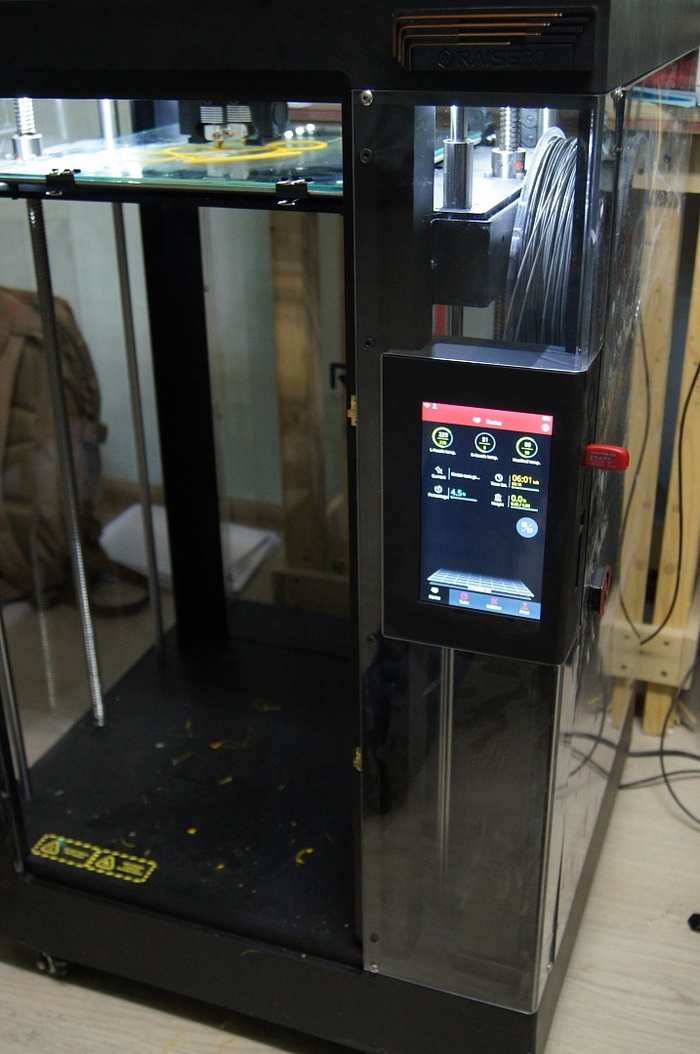
Так как принтер регулировался не в мастерской а у клиента, то изготовить спец. крепление для индикаторов не было возможности, поэтому пришлось колхозить.
С начало закрепил струбцинкой от экшн камеры индикатор, но крепление получилось хлипким. Потом включилась смекалочка и уже другой индикатор, ИЧ-10 с ушком был надежно закреплен винтом регулировки HotEnd'а.
А далее дело техники: 1) индикатором обкатываем всю плоскость, найдя самую высокую и низкую точку на плоскости 2) Приняв одну из этих точек за базу регулируем остальные.
3) Нагреваем стол и проверяем все значения, не ослабли ли винты и более точно регулируем.
Так как стол у нас не особо "мощьный", точность в пределах +-0,005мм удалось получить, остальное скомпенсируется 5-ти мм стеклом. Самое главное, что теперь стол стоит параллельно перемещению головки.
Можно было бы воспользоваться щупами, но из за того, что конструкция в целом не сильно жесткая, то щупами выставить зазор крайне проблематично, хотя в теории возможно.

На этом пожалуй все. Резюмируя хочу сказать, что принтер после калибровки печатает не большие изделия довольно хорошо, никаких перекосов стола не замечено, а вот большие детали (во всю область) печатать соплом 0,4 и слоем 0,05 мм никто не будет, это просто не рационально по времени.
Заказчик остался довольным регулировкой и объяснением настроек слайсера.
Что ж, на этом должен откланяться, надеюсь данная информация была для вас полезной.
Не пинайте за ошибки, и всем удачи, не ломайте принтеры).
И как обычно, ваш ласковый и нежный Tigeer